华北制药股份有限公司是目前世界上最大的抗生素生产制造基地。其某一无菌抗生素提炼精制包装车间,生产现场既是防爆区又是医药生产洁净区,因此根据生产工艺和生产线设备分布特点,设计使用了以防爆式远程I/O ET200iSP构成控制系统,完成了无菌抗生素晶体的从过滤、洗涤、干燥到分装包装全流程的自动化控制。完全符合制药生产GMP要求,具有现场布线简洁,方便清洁无死角,防爆等级高,控制元件可以实现本安带电检修等特点,非常适合在无菌制药生产过程推广。
项目介绍
本项目包括有四台过滤、洗涤、干燥三合一大型机组,由每两台机组组成一条生产线。生产线具体组成见图1所示。生产线的设备组成按生产流程顺序依次是:罐式三合一干燥器,全排料管道,排料料仓,振荡筛,称量分装装置等组成。
图1:三合一生产线的设备组成
生产线的生产工艺简介如下:
1)先密闭整个机组系统,充入惰性气体保护,通过进料自动阀门加入抗生素待处理结晶液,达到一定体积量后关闭进料阀。
2)通入惰性气体加压,通过底部的大型金属过滤板实现抗生素结晶液的固液分离。
3) 抗生素结晶液固液分离后进行喷淋洗涤。
4) 洗涤结束后通过液压装置下降搅拌装置进行搅拌,并同时利用搅拌内部的加热管路系统加热物料层,并严格控制干燥过程温度,否则会使抗生素的降解失效。在加热干燥的同时进行系统抽真空操作,使溶媒快速蒸发。
5) 物料层干燥合格后(可以取样检测),停止真空,进入自动排料程序。
6) 自动排料程序:在排料口通入惰性气体,同时在料仓侧抽真空,然后控制搅拌转速和搅拌叶下降速度进行刮料、送料动作,使粉状物料快速通过排料阀进入料仓,当搅拌刮至接近金属过滤板层时停止搅拌下降,然后喷吹惰性气体,将底层物料全部吹至料仓。
7)物料进入料仓后进行料位检测,并分批下装至计量仓,通过称量控制阀门进行分装。至此完成抗生素的无菌过滤,洗涤,干燥,分装过程。
生产系统控制特点分析
三合一生产系统工序流程长,监控点数多,动作复杂,既有大量开关量联锁、顺序控制,又有大量模拟量回路调节;同时生产全过程既是洁净生产环境,又是易燃易爆危险环境,既有很高的安全性要求,又有非常高的控制精度要求。控制系统可以实现完全的自动化操作控制,系统组成复杂,控制系统涉及的功能多样,可以完成的功能有:运动控制,液压系统,惰性气体保护,机械传动,变频调速,自动阀门控制,正负压控制,还有易燃易爆危险区内的信息显示与操作,信号包括流量、温度、压力、转速、扭矩、料位、动态重量等模拟量的实时状态监测控制,以及机械位置、压力开关、流量开关、料位、安全保护等开关量。
此生产线的生产现场特殊,要求很高:
1) 医药洁净区,(万级区~百级区),制药管理规范GMP要求现场越简洁越好,便于清洁,免除清洁死角
2) 是防爆区,为Zone1区,含有多种有机溶媒。
3) 全自动化生产线分布很长,很散,跨越几个隔离间, GMP要求现场管线越少越好
4) 机组本身控制点分布特点是:分布区域大,但每个区域内信号点集中,适合I/O分布式信号处理。
5) 生产操作复杂,需要人工干预生产阶段的结束和开始,操作信息非常多,同时机械安全操作要求必须在现场操作设备,不得远程控制,因此现场必须设置大信息量的防爆、洁净操作界面。
这些控制特点和要求,因此非常适合采用西门子防爆远程I/O方案解决以上问题。因此,按照生产线功能流程和仪表信号的位置分布可以将系统划分为6个功能部分,分别见图1中所示各位置功能单元:
1) 三合一罐体上部
2) 三合一罐体下部底盘开合操作区
3) 信息显示与操作单元
4) 料仓区
5) 振荡筛部分
6) 自动称量、分装单元
7) 控制室控制柜
控制系统构成:
控制系统采用西门子SIMATIC S7300 PLC作为主控器,采用PROFIBUS-DP作为控制、通讯网络,现场按照控制点的区域位置分布设置西门子防爆式远程I/O模块 ET200iSP,现场采用防爆操作屏BARTEC VGA作为人机操作界面,并在控制室开发具有集中管理功能的WINCC工作站作为远端管理站。
本项目中的系统结构图如下:
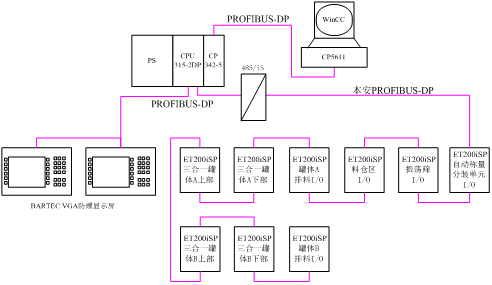
图2:三合一生产线控制系统结构图
控制系统的特点:
1) 安全保护功能。惰性气体保护装置,各种安全联锁,状态位置监测联锁,流程条件的连锁,顺序控制等。
2) 系统测控部分为本安系统。分布在.现场的机械开关,接近开关,温度、压力变送器,这些自控设备全部为本安防爆型,信号通过现场本安防爆远程I/O模块 ET200iSP进行汇总处理,弱电控制部分均为本质安全回路,安全等级达到Ex ia IIC T6。所以可以在生产现场进行带电信号检修,大大方便了设备的维护,减少设备故障检修时间。
3) 现场I/O模块设置在RITTAL增安型仪表箱中,布线简洁,与传统点对点防爆控制系统现场布线方式相比,省却了大量电缆保护管,有效保证了现场环境的简洁易于清洁,减少死角,充分符合制药GMP规范。
4) 信号采集采用1.5M的通讯速率,速度极快。控制系统包括大量开关量、模拟量的逻辑联锁、顺序控制、混合控制,实时安全。
5) 实现在防爆现场的复杂操作控制。利用全集成自动化的优势,采用智能防爆型BARTEC操作显示屏,实现了机组的复杂操作和各种状态信息显示,而且只需一根电源线和两芯屏蔽双绞通讯总线即可完成连接,省却复杂的现场布线和庞大的隔爆操作盘。
6) 模拟量的回路自控。可以进行温度的调节、物位的调节、仓体压力的调节、搅拌转速的调节、扭矩的调节、精确分装重量的调节、搅拌升降位置设定,SIMATIC控制系统可以达到很高的控制精度。
7) 系统采用防爆远程I/O单元式结构,因此实现了单元分步骤调试,调试任务清晰,加快了系统投运速度。
在无菌抗生素生产线控制系统中,本安防爆远程I/O模块 ET200iSP的使用,完全适合了无菌制药环境要求,安全防爆,布线简洁,易于清洁,完美实现了各项功能。控制系统通过PROFIBUS-DP现场总线将模拟、数字控制,传动控制,安全防爆操作显示,过程信息管理等诸多功能很方便的统一在一起,减少了故障点,提高了系统整体性能,为用户创造了价值。
