一、项目简介
客户为一科技集团* *研究所,其下属设备室是专业焊机生产及使用厂商。
设备功能:适用于钢管工件的焊接。该设备主要控制5个轴,X,Y轴用于水平平面的轨迹控制,Z轴位于X,Y水平平面之上,是一个夹具,夹住需要焊接的工件,同时,可控制工件正反方向旋转。另外,两个轴分别为控制焊枪上下左右的U轴、W轴。
二、设备示意图

图一为设备整体外观图,如图中所示,1为焊枪,可以上下,前后移动。2为夹具
夹住需要焊接的钢管,本身可以做单轴的水平面旋转,3,为平台。平台本身可以在X-Y平面上,做X水平,Y垂直及圆弧的运动。
三、手自动焊接解决方案分析
3.1程序流程
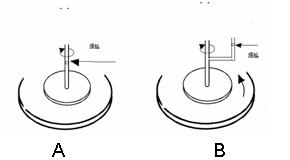
该工艺主要用于钢管的焊接,可用于单根钢管的焊接,及带分支钢管的焊接,单根钢管焊接比较简单如图A所示,只需中间夹具做一圆周运动即可,这个运动命名为同心圆;图B为带分支钢管的焊接,在焊接过程中,不仅要求中间夹具要做圆周运动,底座X-Y,平台也要同步反向旋转,才能完成分支钢管的焊接,这个运动命名为偏心圆.其它水平焊接,垂直焊接就不在赘述。
该程序流程如下:1上电参数初始化,把X,Y,Z的机械参数,及焊枪的上下轴,前后轴机械参数填到相关设置寄存器里如(D1818,D1820,D1898 D1900;等)

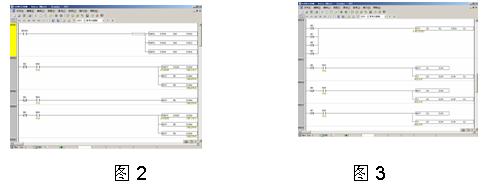
2手动程控,手动控制X,Y,Z轴,及焊枪的上下轴,前后轴。先把各轴的手动速度等参数写入相关寄存器如图2所示。图3为把手动命令放到五个轴相关的命令寄存器。需要注意的是20PM00M三轴运动控制器为主机,20PM00D两轴运动控制器作为扩展模块,他们之间的通信通过FROM,TO指令进行读写。主机的CR0-CR199,对应扩展的D1500-D1599.
3自动控制,利用配方功能,如配方1,为工件1,为同心圆,速度为4,半径为20,角度为30,也即D2000=1,D2002=40,,D2004=200,D2006=300,如配方2,为工件2,为偏心圆,速度为4.8,半径为21,角度为40,偏心距为58,也即D2000=2,D2002=48,,D2004=210,D2006=400,D2008=580在O100循环程序中根据D2000的内容值,分别调用不同的运动子程序运动子程序共有四种D2000=1,调用OX1,为同心圆控制,G00 ZD3000 FD3002(D3000为根据角度半径计算D3002为速度D2000=2,调用OX2,为偏心圆控制,G02 XD3010 YD3012 ZD3014 RD3016 FD3020(D3010,D3012为根据角度半径计算的坐标D3020为速度) D2000=3,调用OX3,焊枪垂直控制;D2000=4,调用OX4,平台水平运动;通过配方功能可实现所需的工件,比如配方10,为工件10,为偏心圆,速度为5.8,半径为31,角度为60,偏心距为50,也D2000=2,D2002=48,,D2004=310,D2006=600,D2008=500如果启动运行会自动调用相关的运动子程序及相关参数。


图6为手动控制,及参数设置,在刚开始运行时,手动调整平台位置及焊枪位置到合适的地方再开始自动运行。
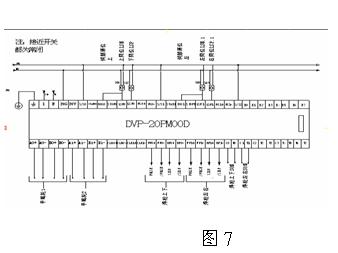
3.320PM电气接线
图7为20PM00M和20PM00D的接线图
四、20PM主要特点
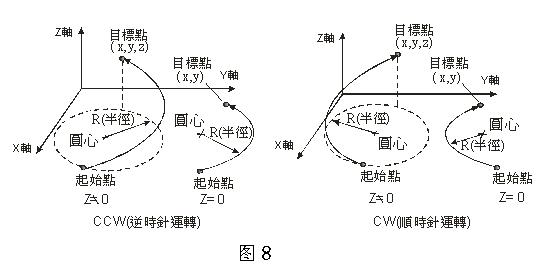
本控制方案采用了两台20PM,分别为20PM00M,20PM00D.特别提出的是20PM00M为三轴的运动控制器,可以实现三轴复杂的螺旋插补。如图8所示本控制实现偏心圆轨迹的控制就用到了这个功能。这个功能用普通PLC是完全实现不了的。
1.20PM适用于高速、高精度、高复杂的运动控制场合;
2.多段速执行及中断定位• 64K 大容量, 内置Flash存储体;
3.20PM00M三组差分脉冲输出,最高脉冲输出达500KHz• 两组手摇轮控制;
4.支持PLC顺序逻辑控制及NC控制(G 码与M码);
五、20PM软件设定
20PM支持的G 代码功能如下:G0 高速定位;G1 双轴或三轴联动直线插补;G2 顺时针圆弧插补(设定圆心位置);G3 逆时针圆弧插补(设定圆心位置);G2 顺时针圆弧插补(设定半径长度);G3 逆时针圆弧插补(设定半径长度);G4 停顿时间;G90 设定绝对坐标系统;G91 设定相对坐标系统。
DVP20PM特色。64K步程序容量,100段运动程序,满足不同加工需求;在20PM中最大可设置100种运动轨迹,同时利用64K的程序容量,预先将需要执行的各种不同运行曲线的G码存储在PLC中,当需要加工某种规格时,可以采用文本显示器、触摸屏等来调用。支持G码的直接汇入,当采用CAM软件生成文本格式的G码后,可利用PMSOFT的汇入菜单直接汇入到PLC运动程序中。也可通过HMI,利用U盘导入文本格式的G码。支持手摇轮应用,可做一些手动的调整。具备电子原点返回模式,在20PM内存中加入了原点记忆功能,只要设定了电子原点,即使设备断电,在下次上电后也可以轻松找到原点位置。可连结EH2主机与所有扩充模块,20PM可以灵活配置,即可以接在EH2主机后作为专门定位扩展模块,也可以做为主机连接其它的模拟量等特殊功能模块。支持PLC顺序语言及定位语言(G 码与M码),实现了通用PLC与数控技术的一个完美结合。配置运动轨迹的离线仿真功能,在实际加工前利用该项功能可以检查运动程序是否存在问题,可及时解决减少错误发生,参见图9。

六、结束语
DVP20PM00D产品是一款同时具有逻辑控制和位置控制的功能强大的PLC,可以灵活、高速、精确的完成平面两轴及三轴运动控制,可以广泛应用于木工机械、焊接机械、切割设备以及半导体加工设备等等。我们有理由相信其出色的控制功能具有良好的发展前景。
