
摘 要 混凝土搅拌站控制系统是将砂石、水泥、水以及外加剂等原料按一定比例混合、搅拌,自动生产出混凝土的控制系统。混凝土生产的关键步骤就是按照一定比例混合生产原料,投料精度对于生产出的混凝土质量有着重要影响。目前搭建混凝土搅拌站控制系统主要有两种方式,一种是采用工控机搭配数据采集、控制等板卡作为系统硬件,用C++等编程软件制作上位机操作界面。还有一种就是采用PLC作为系统控制器,用组态软件编写上位机操作系统。PLC以其灵活、可靠等特点越来越多的应用在混凝土搅拌站系统中,和利时公司的LK系列PLC也以其强大的数据采集以及处理能力,在混凝土搅拌行业中有着很好的应用。
关键词 LK PLC;混凝土搅拌系统
1 引言

早期的混凝土主要由建筑工地自行生产,此种生产方式效率低、劳动强度大、生产环境恶劣,生产出的混凝土质量不容易控制,对生产工人的身体也有较大的危害。随着我国对混凝土的需求量越来越大,对其质量要求也越来越高,传统生产方式已经满足不了需求。对此在90年代后我国的混凝土搅拌站技术有了快速的发展,目前搭建混凝土搅拌站控制系统主要有两种方式,一种是采用工控机搭配数据采集、控制等板卡作为系统硬件,用C++等编程软件制作上位机操作界面。采用这种方式在初期投入成本上有一些优势,但是工控机以及采集卡在恶劣环境下长时间工作的可靠性较差,后期维护成本较高,C++编程、修改也比较复杂,系统的可扩展性与开放性也有很大的局限性。还有一种就是采用PLC作为系统控制器,用组态软件编写上位机操作系统。PLC以其灵活性、可靠性闻名,编程易于学习跟掌握,组态软件使用简单并有丰富的图库,可以方便的编制出功能强大的上位机操作系统。为了保证混凝土的生产质量,需要控制器有强大的模拟量处理能力以及快速的模拟量采集能力,和利时公司的LK PLC继承了和利时DCS模拟量处理能力强的优点,同时还有全通道(6通道)采样周期小于50ms的模拟量采集模块,这些为生产出高质量的混凝土提供了保障。下面就详细介绍一下采用和利时公司的LK系列PLC搭建的混凝土搅拌站控制系统。
2 混凝土搅拌站工艺
混凝土的原料一般包括砂石、水泥、矿粉、粉煤灰、膨胀剂、水、外加剂等。在搅拌站控制系统中各原料按照给定的配比进行称重配料,然后卸料至搅拌机进行混合搅拌,搅拌设定时间后出砼,最后由运输车运走。其生产工艺如图2-1所示:
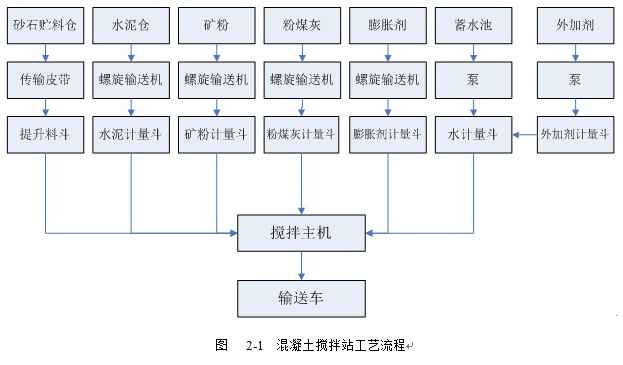
砂石等骨料的配料称重装置由给料阀门与计量斗组成,按照给定的配料比例,系统先将骨料投入到计量斗中,然后再将骨料卸放到传输皮带上,提升料斗将传输皮带上的骨料提升至骨料仓中等待卸料,卸料条件满足后将骨料仓中的骨料卸放到搅拌主机中。
水泥、矿粉、粉煤灰以及膨胀剂等粉料,按给定配比通过螺旋输送机加入到计量斗中,再通过计量斗把粉料卸放到搅拌机中。
外加剂与水都是通过水计量斗输送到搅拌主机中的,首先按设定比例配好水跟外加剂,然后通过外加剂计量斗把外加剂输送到水计量斗中,最后外加剂与水一起加入到搅拌主机中。搅拌站工艺示意图如图2-2所示。

为保证配料精度,系统会根据原料投入计量斗中的量去执行补料或扣料功能。当原料投入量在配料落差范围内,并且配料误差大于配料误差允许值时,系统会执行补料功能,补料功能是以点动的方式开启投料装置,缓慢加入原料使其投入量满足配料精度要求;当原料投入计量斗中的投入量大于配料设定值时,系统会在卸料的过程中执行扣料功能,扣料功能是以点动的方式开启卸料阀门,扣除多余原料供下一批次生产使用。
3 混凝土搅拌站控制系统设计
系统结构
此系统采用和利时公司的LK系列PLC作为控制器。控制系统结构如图3-1所示,在控制层配置一个控制站,负责与现场的I/O信号进行通讯,同时负责整个批次处理过程的控制;在操作层采用了1个操作员站(兼工程师站),用于操作搅拌站控制系统,同时又采用了一个15寸触摸屏作为系统备份,当操作员站出现故障时,可以使用触摸屏对系统进行操作,从而不会影响正常生产。操作员站、触摸屏与现场控制站通过工业以太网交换机进行数据交换,打印机负责打印日常报表。

PLC硬件配置
为提高系统的可靠性,本系统采用支持冗余的CPU LK210组成冗余控制系统,以及高速模拟量采集模块LK412,其全通道(6通道)采样周期小于50ms,并且通道之间是隔离的。高速模拟量采集对于提高搅拌站控制系统的投料精度至关重要,也是提高混凝土质量的保障。PLC控制系统硬件清单如下:
表 3-1 PLC控制系统硬件清单

上位机操作系统
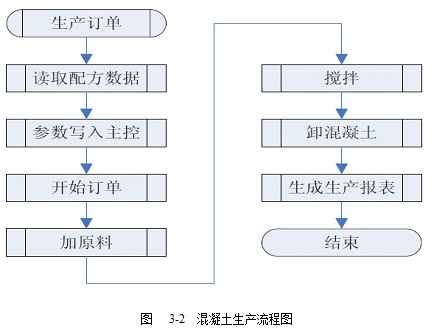
上位机操作系统采用和利时公司的FacView进行开发,实现对PLC控制站的监视与控制。通过连接SQL2000数据库进行配方数据设置、读取;生产任务、生产数据记录等工作。整个混凝土的生产流程如图3-2所示,从图中可以看出从下生产订单到混凝土生产,直至最后的生成生产报表都可以自动完成,系统的自动化程度非常高,操作很方便。
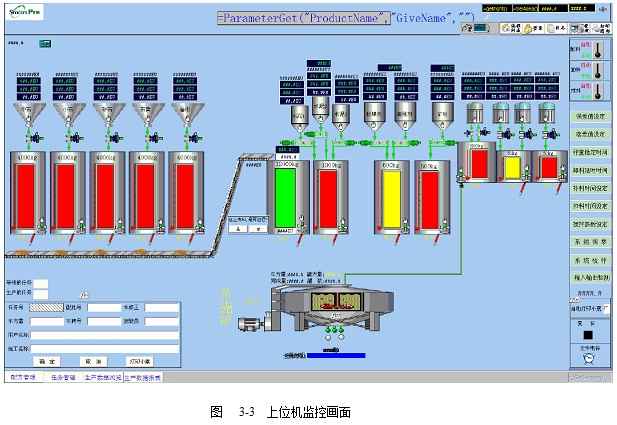
系统的监控画面如图3-3所示,在这里可以对整个系统进行手动或自动控制并监视系统的运行状态,在画面的左下角可以进行生产订单下载、配方选择等操作,右边可以对系统误差值以及时间等参数进行设置。本系统还具有任务管理、配方管理、生产数据浏览和生产数据报表打印等功能。
触摸屏操作系统
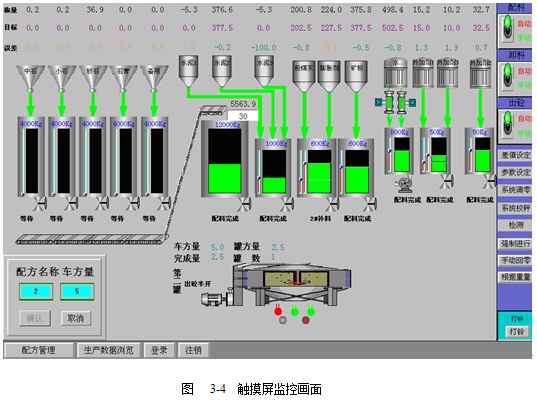
触摸屏也可以完成对系统的监视与控制,并拥有配方管理、生产数据记录功能等,触摸屏操作界面如图3-4所示:
4 应用特点
基于LK PLC的混凝土搅拌站系统具有如下特点:
可靠性
可靠性是搅拌站系统的关键,本系统采用LK冗余控制系统进一步保证了系统的可靠性,当主CPU出现故障时,从CPU会在一个扫描周期(50ms)之内完成切换,从而保证系统不间断运行。不仅如此系统还支持以太网冗余,DP总线冗余,以太网冗余保证了LK与上位机通讯的可靠性,DP总线冗余保证了本地背板与扩展背板通讯的可靠性。上位机系统采用PC与触摸屏互备,触摸屏作为PC机的备用,当PC机出现问题的时候可以使用触摸屏控制搅拌站系统,从而不会耽误生产,可以看出本系统在控制层与管理层都有相当高的可靠性。
系统功能强
LK系列PLC可靠性高,运算速度快,逻辑控制容量大,还可进行在线调试、支持增量下载,支持多种语言混合编程,特别适合混凝土搅拌站这样逻辑比较复杂,要求数据运算速度快的系统。增量下载功能能够在完成程序的修改同时不会影响系统的现有状态,为系统调试带来很大方便。混凝土搅拌站系统属于比较典型的顺序控制系统,并且逻辑比较复杂,本系统采用顺序功能图(SFC)、梯形图(LD)以及结构化文本语言(ST)混合编程的方式实现了系统逻辑,骨料、粉料以及液体料剂投料的过程采用SFC编程实现,手动控制等逻辑采用LD实现,一些比较复杂的控制算法采用ST实现,整个程序可读性强易于修改。
投料精度高
系统模拟量采集速度对于混凝土搅拌站控制系统的投料精度以及产出的混凝土品质有着至关重要的影响,本系统采用高速模拟量采集模块(6通道采样周期小于50ms),为保证系统的投料精度以及混凝土品质提供了保障。
数据库记录完善
上位机操作系统采用Facview组态软件以及SQL2000数据库搭建,可以实现系统监控以及生产数据记录等功能,触摸屏作为上位机的备用同样有系统监控以及数据记录等功能,在上位机出现故障的时候可以单独使用进行生产。
参考文献
[ 1 ] 王晓初,基于PLC的混凝土搅拌站控制系统设计[J],广东工业大学.
[ 2 ] 艾小松,混凝土搅拌站智能控制系统[J],中南大学.
[ 3 ] 田奇,《混凝土搅拌楼及沥青混凝土搅拌站》,中国建材工业出版社.
[ 4 ] 顾战松,《可编程控制器原理与应用》,国防工业出版社.
[ 5 ] 和利时公司,LK大型可编程控制器硬件手册,2008.