
双色印刷开槽模切机系统设计
摘要: 我司历时约1个半月精心设计之2~5色印刷开槽模切机控制系统,运用永宏PLC之强大的通讯,高速计数器,中断及强大的运算能力,诸如浮点运算等,综合市场上同种印刷设备之所长,设计出操作简单,功能强大,定位精准之产品,博得用户一致好评,为厂家凭添极大的竞争力,值得同业大力推广。
Abstract:
Key words :
一、 选型与设计电路图:
1.1、选择永宏PLC高功能主机:FBS-60MC*2、FBS-40MC*4,标准数字量模块:FBS-8EA*2、FBS-8EX*3、FBS-20EX*1,通讯模块:FBS-CB25*1、FBS-CB55*6、FBS-CM55*4,台湾威纶人机界面:MT510TV5一台,MT506MV5 4台
1.2、设计印刷开槽模切机各部分电路配线图:
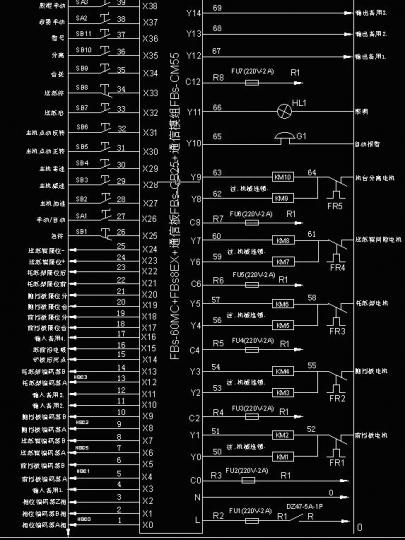
1.21、送纸部S(主站)电路配线图:












1.1、选择永宏PLC高功能主机:FBS-60MC*2、FBS-40MC*4,标准数字量模块:FBS-8EA*2、FBS-8EX*3、FBS-20EX*1,通讯模块:FBS-CB25*1、FBS-CB55*6、FBS-CM55*4,台湾威纶人机界面:MT510TV5一台,MT506MV5 4台
1.2、设计印刷开槽模切机各部分电路配线图:
1.21、送纸部S(主站)电路配线图:
1.22、印刷部A(从站)电路配线图:
1.23、印刷部B(从站)电路配线图:与印刷部A一致。
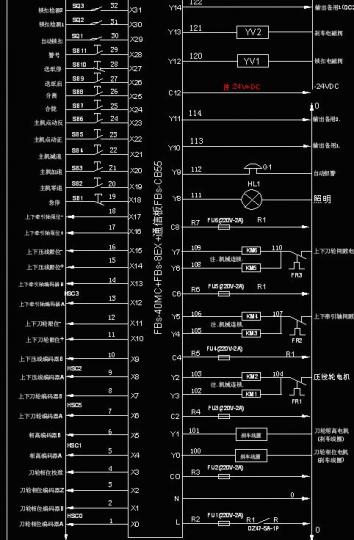
1.24、开槽部K(从站)电路配线图:
1.24、开槽部K(从站)电路配线图:
1.25、模切部M(从站)电路配线图:
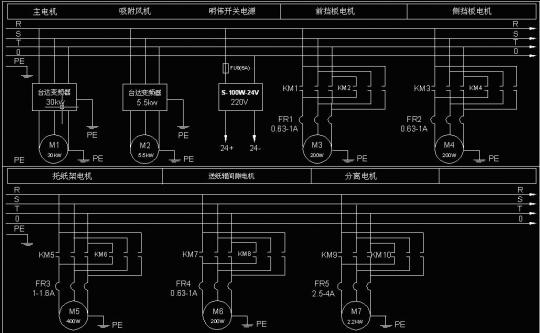
1.26、送纸硬件接线图
1.27、变频器通讯接线图
以上部分为主要电路图,部分有略去。
二、 设计印刷机各部分PLC、触摸屏程式:
2.1、 PLC程式部分:印刷机各部分精度要求比较高(1mm),结合机械结构,由于各个零部件在加工制作上存在着机械上的误差,为达到总体机械的高精度要求,在PLC程式方面的设计增加了相对严密的辅助程式,减少调试方面的难度。
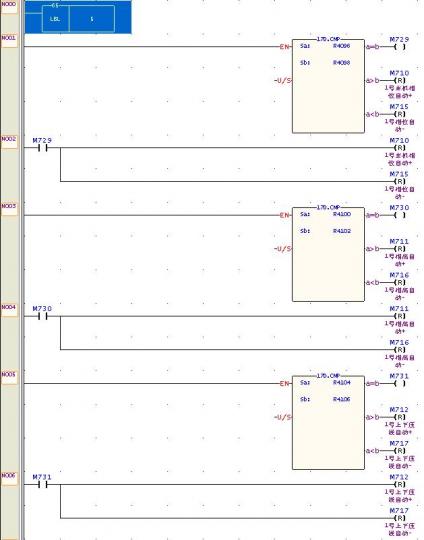
2.11、开槽部K箱高向位设定梯形图如下:


2.1、 PLC程式部分:印刷机各部分精度要求比较高(1mm),结合机械结构,由于各个零部件在加工制作上存在着机械上的误差,为达到总体机械的高精度要求,在PLC程式方面的设计增加了相对严密的辅助程式,减少调试方面的难度。
2.11、开槽部K箱高向位设定梯形图如下:
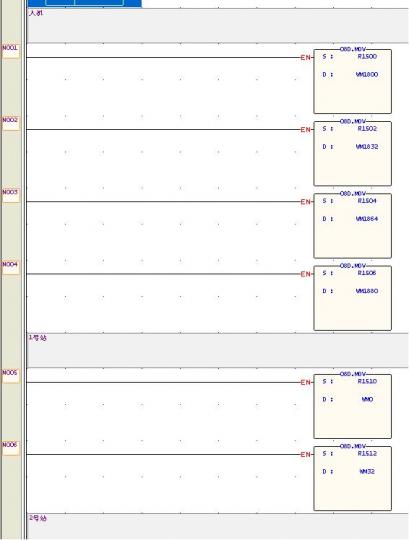
2.12、PLC各站通讯数据交换之PLC程式如下:
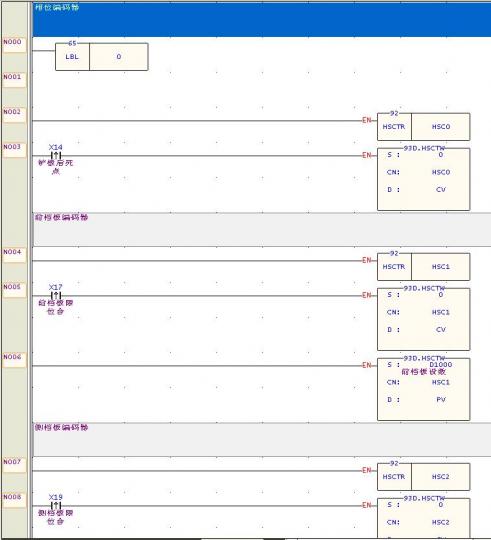
2.13、相位定位完成区段程式:
2.14、相位、箱高之高速计数器刷新即时输出程式:
2.15、送纸部主站数据通讯发送程式:
2.16、纸箱长、宽设定自动套色程式:
接上
2.17、印刷机手动控制程式:
以上仅为PLC部分主要程式的设计。
2.2、 触摸屏程式方面:触摸屏程式在设计上以简单实用为原则,方便各个知识层面上的工作人员进行操作。
2.21、整台印刷开槽模切机主站触摸屏画面:

2.2、 触摸屏程式方面:触摸屏程式在设计上以简单实用为原则,方便各个知识层面上的工作人员进行操作。
2.21、整台印刷开槽模切机主站触摸屏画面:
主画面可以直接设定本次操作所需要生产的产量,到设定值后自动停机,显示当前产量值及产值速度,显示风机1、2及主机之转速,提供报警信息,保障安全。
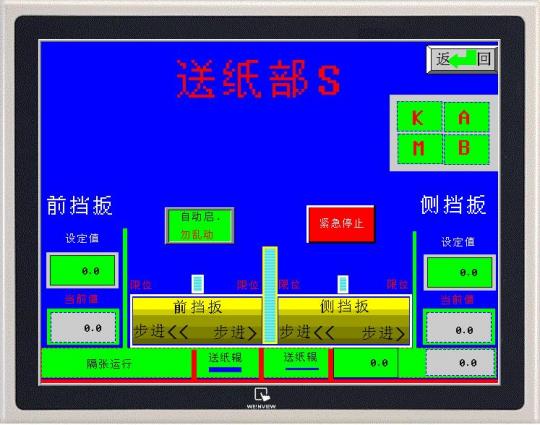
2.22、送纸部S画面:
2.22、送纸部S画面:
送纸部S设定纸张长、宽等相关数据后,保证后面各部分印刷、模切、开槽位置精确,达到良好印刷效果。
2.23、印刷部A画面:

2.23、印刷部A画面:
显示如画面所描述之数值,在自动/手动状态下,印刷部A可方便调整印刷位置及印刷深度。
2.24、印刷部B画面:
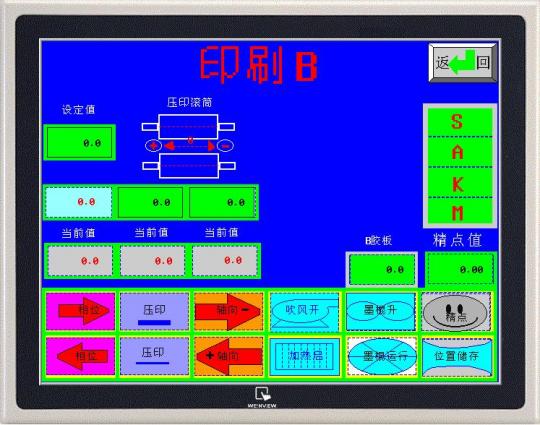
2.24、印刷部B画面:
显示如画面所描述之数值,在自动/手动状态下,印刷部B可方便调整印刷位置及印刷深度。
2.25、开槽部K画面:

显示如画面所描述之数值,可精确设定前刀、后刀位置,即刀轮、牵引、压线、预压等数值,保证开槽精度,各部分刀盘可以自动调整长/宽。
2.26、模切部M画面:
2.25、开槽部K画面:
显示如画面所描述之数值,可精确设定前刀、后刀位置,即刀轮、牵引、压线、预压等数值,保证开槽精度,各部分刀盘可以自动调整长/宽。
2.26、模切部M画面:
模切部M画面可方便设定相关数据,保证印刷纸张开模精确。
2.27、系统自动套色画面:
2.27、系统自动套色画面:
自动套色部分能精确定位印刷位置,从而方便新品操作所需要调整的印刷精确位置,缩短调试时间,大大提高其工作效率。
2.28、系统订单储存画面:
2.28、系统订单储存画面:
本机利用永宏PLC档案寄存器可储存订单在600条以上,给用户提供多种灵活应用及选择,使本机在业内有强大的竞争力。
2.29、系统报警记录画面:
2.210、本机台在按所设定的数值在运转时未达到应有的精确度或者机械部件有损坏等状态下,系统将自动报警、停机并记录事件经过,以保障机台安全运行,方便维护。
2.3、系统小触摸屏部分:本机台各个小屏画面略,其主要功能:在自动/手动状态下方便停机擦板,显示该部分运行数据,位置储存,返回印刷位置,无须再次套色。
结后语:我司历时约1个半月精心设计之2~5色印刷开槽模切机控制系统,运用永宏PLC之强大的通讯,高速计数器,中断及强大的运算能力,诸如浮点运算等,综合市场上同种印刷设备之所长,设计出操作简单,功能强大,定位精准之产品,博得用户一致好评,为厂家凭添极大的竞争力,值得同业大力推广。
2.3、系统小触摸屏部分:本机台各个小屏画面略,其主要功能:在自动/手动状态下方便停机擦板,显示该部分运行数据,位置储存,返回印刷位置,无须再次套色。
结后语:我司历时约1个半月精心设计之2~5色印刷开槽模切机控制系统,运用永宏PLC之强大的通讯,高速计数器,中断及强大的运算能力,诸如浮点运算等,综合市场上同种印刷设备之所长,设计出操作简单,功能强大,定位精准之产品,博得用户一致好评,为厂家凭添极大的竞争力,值得同业大力推广。
此内容为AET网站原创,未经授权禁止转载。