
█引言
造纸企业是高能耗企业每吨纸所耗电能在500度以上,电能消耗十分严重。传统的造纸机械的采用SCR直流调速(大功率)和滑差电机(小功率)传动,在生产过程中经常由于机械磨损、传动带的打滑等因数造成速度匹配失调,形成断纸、厚度不均等现象。为了降低能耗、优化产品质量,提高劳动生产率、现代化的造纸设备多采用多电机分部传动,即在每一个传动分部安装交流电动机并配制相应的变频器、要求各分部能够实现同步控制,也能够在一定的范围内调速。下面以天津某造纸厂为例,阐述INVT-CHV100系列变频器在造纸机械上的应用。
█ 造纸工艺
造纸机械的基本组成部分按照纸张形成的顺序分为网部、压榨、前干燥、后压榨、后干燥、压光机、卷纸机等。其工艺为流浆箱输出的纸浆在网部脱水成型,在压榨部进行压缩使纸层均匀,经过前干燥进行干燥,接着进入后压榨进行施胶,再进入后干燥器烘干处理,然后利用压光机使纸张平滑,最后通过卷纸机形成母纸卷。造纸工艺流程图如下所示:

造纸工艺流程图:
造纸机械现场
█ 控制方案
天津某造纸厂造纸生产工艺的后干燥、压光机、卷纸机原采用直流调速。现采用INVT-CHV100系列变频器进行多电机分部传动控制。具体控制要求是:(1)五台变频器均采用闭环矢量控制,从而增加变频调速的控制精度及系统的启动能力。(2)前三台烘干机与第四台压光机要求同一线速度运行。(3)第四台压光,要求有转矩到速度的转换(自动)功能。压光机,处于转矩控制模式运行时,可以很好平衡纸张在从后干燥辊输出的张力变化,从而有效避免了纸张表面在压光时滑坏,同时,对于收卷侧也提供了良好的送纸条件。(4)第五台为纸张收卷控制(卷纸机),要求收卷时张力恒定,本系统没有张力反馈,因此,在纸张的收卷处采用无张力反馈转矩控制模式进行控制。控制系统的电气接线图如下图所示:
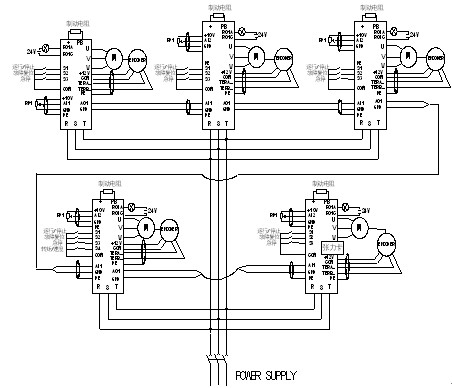
五传动点造纸系统电气控制示意图
系统第一台变频器采用模拟量AI1通道给定频率。第二台至第四台变频器采用“A+B”的方式给定频率,主频率“A”采用前一级的变频器模拟量输出 “AO1”信号给定,叠加频率“B”采用模拟量AI2通道给定,做为传动速度的微调,以实现系统的同步运行。第五台变频器采用“CHV100+PG卡+张力卡”的控制方案,张力控制模式为:无张力反馈速度控制。采用线速度法测量卷径,线速度的给定来源于第四台变频器的模拟量输出“AO1”。继电器输出作为故障指示。
█ 主要参数设置
(1)1#变频器
P0.01 1 有PG矢量控制
P0.01 1 端子指令通道
P0.03 1 模拟量AI1给定频率
P0.11 5 加速时间0
P0.12 2 减速时间0
P2.01 50 电机额定频率
P2.02 1460 电机额定转速
P2.03 380 电机额定电压
P2.04 23 电机额定电流
P2.05 11 电机额定功率
P3.10 1000 PG参数
P3.11 1 PG方向选择
P5.02 1 正转运行
P5.03 7 故障复位
P5.04 6 自由停车
P6.04 3 故障输出
(2)2#—4#变频器
P0.00 1 有PG矢量控制
P0.01 1 端子指令通道
P0.03 1 模拟量AI1给定频率
P0.04 0 模拟量AI2给定频率
P0.06 2 A+B频率给定
P0.11 5 加速时间0
P0.12 2 减速时间0
P2.01 50 电机额定频率
P2.02 1460 电机额定转速
P2.03 380 电机额定电压
P2.04 23 电机额定电流
P2.05 11 电机额定功率
P3.10 1000 PG参数
P3.11 1 PG方向选择
P3.13 30% 键盘设定转矩(4#变频器设置)
P5.02 1 正转运行
P5.03 7 故障复位
P5.04 6 自由停车
P5.05 31 转矩控制禁止(4#变频器设置)
P6.04 3 故障输出
(3)5#变频器
P0.01 1 有PG矢量控制
P0.01 1 端子指令通道
P0.11 5 加速时间0
P0.12 2 减速时间0
P2.01 50 电机额定频率
P2.02 1440 电机额定转速
P2.03 380 电机额定电压
P2.04 8.9 电机额定电流
P2.05 4 电机额定功率
P3.10 1000 PG参数
P3.11 1 PG方向选择
PF.00 1 无张力反馈转矩控制
PF.01 0 收卷模式
PF.04 120 最大张力
PF.06 63 张力数字设定
PF.10 25 张力锥度系数
PF.11 1 机械传动比
PF.12 1.52 最大卷曲直径
PF.14 0.5 卷曲直径0
PF.18 0 线速度法
PF.22 260 最大线速度
PF.23 1 AI1线速度输入
PF.24 0.5 最低线速度
PF.33 5 系统惯量补偿系数
PF.34 800 材料密度
PF.35 1.5 材料宽度
█ 系统总结
实践证明:INVT-CHV100有PG矢量(闭环矢量)变频调速方案能够很好的满足造纸生产过程中的速度给定、速度微调、加减速控制、速度/转矩切换、负荷分配、收卷等控制要求。由于采用了CHV100高性能矢量变频器,系统具有起动转矩大、过载能力强、动态响应快、稳速精度高等特点。INVT- CHV100为造纸机械提供了完美的解决方案,省去了PLC,降低了能耗、提高了生产效率、为用户节省更多地成本、在中、低速造纸行业得到了越来越广泛的应用。
█ 参考文献
1.《CHV系列矢量变频器说明书》 深圳市英威腾电气股份有限公司
2.《CHV系列矢量变频器扩展卡说明书》 深圳市英威腾电气股份有限公司
3.《造纸工艺与技术》 化学工业出版社出版