
1 引言
笔者公司有几台80年代生产的仿型车床,因限于当时的条件其电气部分全部采用了继电—接触器控制,电路复杂故障率高且不宜维修,不仅耽误了生产还浪费了人力,经过仔细的考虑研究决定对电气部分进行改造。
2 产品选型
由于PLC在工业领域的推广,当前市场上品牌众多,既包括一些进口的著名品牌,也有国产品牌。但它们在功能上大同小异,价格差异却很大。所以在选择 PLC(PLC的相关产品)时主要结合控制系统输入/输出(I/O)点的需求以及性价比等多方面因素来考虑。通过综合比较以后,选用了三菱公司的FX2N 系列小型PLC。FX2N系列是集小型化、高速度、高性能等众多特点于一身的高档次超小型PLC。考虑到工艺和设备的改动,或I/O点的损坏、故障等,最终选择了FX2N-64MR PLC,I/O(输入/输出)点见附表。


3 仿型车床的原理及程序设计
该种车床配置有两个刀架(仿型刀架和下切刀架),其中下切刀架负责切槽,仿型刀架依靠样件切出工件。
仿型刀架工作流程如图1所示:

图1 仿型刀架工作流程图
下切刀架工作流程如图2所示:
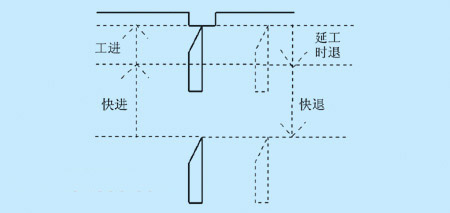
图2 下切刀架工作流程图
在该系统中分两种工作方式:
(1) 手动
用于机床的调试和对刀,动作反映为仿型刀架的单独引刀、快进、工进下切刀架的单独快进、工进等动作;
(2) 自动循环
用于工件的加工,其中又分为三种自动循环:
·单独仿型;
·先仿型后下切;
·先下切后仿型。
因手动动作都是单一的动作比较简单,在这里就不详细介绍了,重点介绍一下自动循环。由于自动循环动作为顺序控制,所以在程序编写上大量采用了FX系列 PLC的SFC,SFC程序是根据机械工作流程设计的顺序控制程序,所以,梯形图非常直观易懂,工序间的互锁和双向输出等的处理由PLC自动进行,因此,用各工序的简单顺序控制设计可以进行机械控制,这样就极度简化了PLC的内部梯形图。
举例说明SFC图如图3所示:
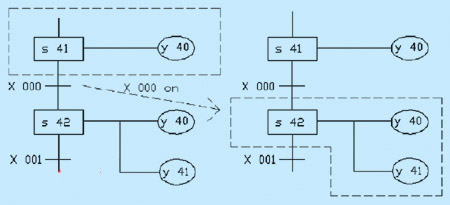
图3 顺序控制功能图
自动循环的程序流程如图4所示:
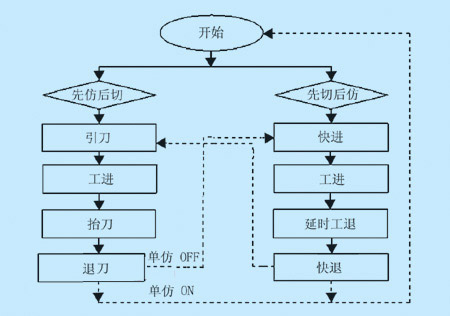
图4 自动循环程序框图
4 实际应用中的注意事项
(1) 因为PLC的内部输出为继电器,负载都是直流感性负载(继电器线圈)为了减少火花放电对接点损害,所以,在负载两端并联续流二极管(当PLC 接点打开时,感性负载线圈储存的能量通过二极管续流放出,以发热方式消耗),再通过外部继电器触点去驱动电磁阀,这样可以大大延长PLC内部继电器触点的使用寿命,如图5所示:
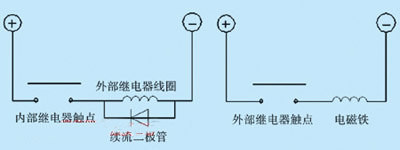
图5 继电器的正确使用接线
(2) 不正确的接地和电气控制柜布线的不合理,都会导致PLC受电器噪声干扰而不能正常工作。为避免此类故障的发生,要求系统应正确良好的接地。低电压信号线和高电压动力线应尽可能的独立布线,放置在各自的线槽中,并尽可能的减少电线的长度,将干扰降到最低。
5 结束语
机床改造一年多来维修率下降了90%以上,只零星维修过外围的按钮和行程开关,充分证明了可编程序控制器PLC在仿型车床控制系统中的成功应用,大大减轻了机床维修人员的劳动强度,节省了人力物力。有效保证了机床的安全可靠高效运行,产生了显著的经济效益。