
1、引言
对于大部分使用拉丝机的国内金属加工企业来说,国产拉丝机械产品已经能够被接受替代国外高端的产品,拉丝机械主要配套国外变频器,主要原因有两个,一是国产变频器技术在一段时间内落后于国外变频器厂家,无论从控制算法的先进性,可实现性,还是从硬件平台的简易性,稳定性都有一定的差距。二是对于大部分国外拉丝机械设备生产商来说,也倾向于配套国外变频器和 PLC 。国产变频行业经过 5 年的发展,已经证明绝大部分性能已经满足现场需要。针对拉丝机械配套市场, 四方变频器 C320 系列 配置先进快速的 PID 控制算法,针对各种不同的拉丝机械,均能够实现较为简洁方便的拉丝机控制方式。
2、拉丝机工作分析
从产品终端来说,拉丝机可以分为大拉机,中拉机,小拉机,微拉机。而从拉丝机内部控制方式和结构来说,可以分为水箱式,滑轮式,直进式等主要的几种。对于不同要求,不同精度规则的产品,不同的金属物料,可选择不同规格的拉丝机械。对电线电缆生产企业,双变频控制的细拉机应用比较广泛,相对而言,其要求的控制性能也较低,而对大部分钢丝生产企业,针对材料特性,其精度要求和拉拔稳定度高,因此使用直进式拉丝机较多,不同的拉丝机械,其工作过程基本相同(如下图):

• 放线 : 金属丝的放线速度,对于整个拉丝机环节来说,其控制没有过高精度要求,对部分双变频控制的拉丝机械,甚至可以通过拉丝环节的丝线张力通过一圆盘拉伸。对大部分拉丝机械,放线的控制是通过变频器驱动放线机实现的。
• 拉丝 : 拉丝环节是拉丝机最为重要的环节。不同金属物料,不同的产品精度和要求,拉丝环节有很大的不同,双变频控制拉丝机拉丝部分与放线部分共用一台电机,金属丝通过内部塔轮的导引,经过模具而逐步拉伸。而直进式拉丝机拉伸效率较高,对每一道拉丝工序,都需要一台电机带动,因此其控制也最为复杂。
• 收线 : 收线环节的工作速度决定了整个拉丝机械的生产效率,因此也是整个拉丝机工作的控制源,一般通过一个主机 PLC 或人机操控系统直接控制的变频器驱动收线机。
3、拉丝机械工作原理分析
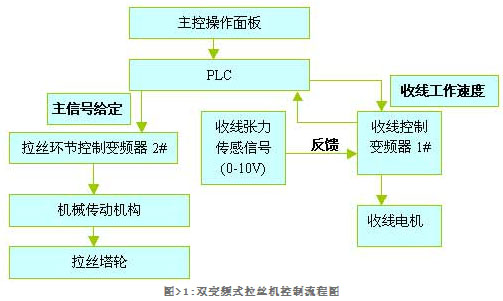
双变频式拉丝机的控制流程如图 1: 主控操作面板设定 PLC 输出收线信号,此信号通过 PLC 频率修正后给定至收线控制 1# 变频器,金属制成品于收线端通过一安装有张力传感器的导轮,输出金属丝张力信号,作为拉丝收线张力信号反馈输入到 1# 变频器, 1# 变频器通过内置 PID 闭环控制,决定输出频率,此输出频率通过主控系统或者 PLC 综合,输出对 2# 拉丝环节控制电机的控制,由于对产品精度和拉拔要求不高,金属丝在通过不同模具时的速度差异通过机械机构实现,而不必要对每道拉拔都实现闭环控制。
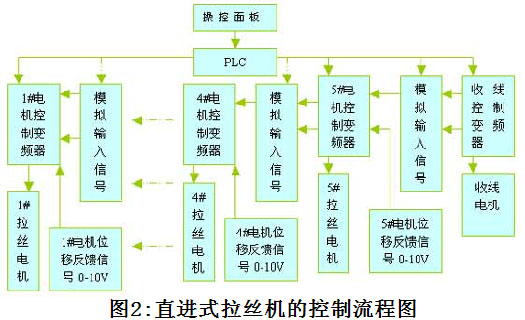
使用变频器的典型直进式系统控制如图 2 ,操作面板和 PLC 负责设定和监控各个环节的参数,通过变频器的各个设定端子,直接进行各个拉丝卷筒控制变频器状态共享。收线卷筒电机的运行频率通过主操控 PLC 输出给定。收线电机的运行频率,直接决定了上一级 (5#) 电机的运行速度,为了保证张力基本恒定以保证金属产品的品质,拉丝环节 (1-5#) 电机的主控速度通过 PLC 综合下一级电机的频率给定,单独主频率给定信号满足不了产品生产要求,容易造成断线故障,因为在直进式各个拉丝道中,拉丝的效率较高,各个卷筒间丝线张力很不一致,致使各个拉丝卷筒间丝线半径精度不高,为达到生产要求,一般以本级电机张力传感信号为频率设定辅助信号反馈,通过调节辊输出的是角度信号,角度信号经过凸轮变成直线式位移信号,位移传感器检测直线位移信号输出 0 ~ 10 V 的电压信号,此信号做为内部 PID 的反馈信号。
主控制信号控制变频器时,必须考虑机械惯性,按一定的斜率输出,即通过一频率斜坡发生器产生变频器主控制信号。发生器的斜率可针对不同机械的特性而设定。辅助信号由内置 PID 环节输出,它决定了当前拉丝机的动态特性,在整个信号给定中,当辅助信号所占比例较大时,转速将出现大的振荡而较难稳定,当辅助信号占比例较小时,其控制跟随速度较慢。因此须在主控 PLC 或变频器内部对辅助频率进行限幅,通过简单的比例关系,设定主给定信号和拉丝机本身闭环给定信号的比例关系即可实现,对大部分拉丝机,使其 PID 频率限幅在 10% 左右。
拉丝机各个卷筒控制电机频率主信号给定需要进行修正和补偿,这是由于拉丝机工作特性决定的。 根据金属丝体积秒流量相等的原则,设上一级模具出线半径为 A ,线速度为 V A ,经过当前级模具拉伸后半径为 B ,速度为 V B ,则变速比满足下式:
V A / V B = B 2 /A 2 ( 公式 1)
4、四方 C320系列变频器优势介绍
• 使用转速和电流闭环的无传感器矢量控制方式,快速的速度和转矩闭环,减免了测速机构,实现较高的控制精度和控制性能。
• 高性能的低频转矩特性, 150% 的起动转矩, 100% 的零频预励磁输出。
• 先进的内置 PID 闭环控制算法,确保 PID 控制器性能达到最优,最大限度方便客户的 PID 控制器参数设置。
• 高速的控制 CPU 内核,保证了控制性能的快速性,高达 100% 的直流制动力矩,对尤其是拉丝机等具有冲击性的负载,保证了其快速的响应特性,确保拉丝机停机不断线。
• 完善的故障保护功能,最大限度地对拉丝机械和变频器本身进行保护。
5、结束语
四方 C 系列变频器 的高性能和完善的功能,使其在各个行业得到了广泛的应用,对于部分 V/F 变频器满足不了的要求高场合,其优势更为明显。四方变频器在拉丝机械上使用中,免除了客户端繁杂的外部设备,内置 PID 的调节方便简练,即使故障停机状态,也很少出现断线,节电效果明显。