《控制与传动》2012年第2期 供稿
1引言
本文以污水处理的工艺流程为线索,介绍了监控系统的整体设计方案、各个分布式控制站的设计、上位监控画面的制作以及重难点控制策略的研究。文中着重讲述了PLC、软启动器与变频、PID等技术在污水处理中的典型应用。在该污水处理中,为了达到控制溶解氧(DO)含量、配水井液位等在一定得范围内的目的,我们采用PID控制、变频调速等技术来实现对风机和水泵的转速的调节。同时根据液位不同对使用设备的台数进行控制。为了解决污水处理中大功率设备启动所带来的问题,该系统采用了软启动器拖动电动机。同时为了解决设备长期运行带来的问题,采用轮换使用几台泵或风机。本文以实际系统为例,介绍污水处理厂自动控制的方法与策略,具有一定实践指导意义。
2污水处理工艺流程介绍
2.1污水处理的基本工艺方法
污水处理就是采用各种技术与手段,将污水中所含的污染物质分离去除、回收利用,或将其转化为无害物质,使水得到净化。
现代污水处理技术,按处理程度划分,一般分为三级处理:
一级处理,又称物理处理,主要是去除污水中呈悬浮状态的固体污染物质,经过一级处理后的污水,可去除50%左右的悬浮物,BOD一般只能去除30%左右,达不到排放标准。
二级处理,又称生化处理,它是城市污水处理厂的核心,主要去除水中呈胶体和溶解状态的有机污染物。经二级处理后,BOD的去除率可达90%以上,污水中BOD值可降至20-30mg/L,有机污染物达到国家规定的排放标准。
三级处理,又称深度处理,其目的在于进一步去除二级处理未能去除的污染物质,其中包括微生物未能降解的有机物和氮、磷等能够导致水体富营养化的可溶性无机物质。
生物法具有净化能力强、费用低廉、运行可靠性好等优点,是污水处理的主要方法,在污水处理领域中占有重要地位。我国现阶段的城市污水处理以生物法为主,以物理法和化学法为辅。以生物法为主的处理工艺主要有活性污泥法、A/O法、A2/O法、SBR法、MSBR法、UNITANK法、氧化沟等,它们均具有同步降解BOD5和脱氮除磷的作用。
2.2本系统采用的工艺介绍
根据实际情况,并综合考虑各种工艺的优缺点,该污水处理厂采用A2/C氧化沟工艺。
2.2.1A2/C氧化沟工艺简介
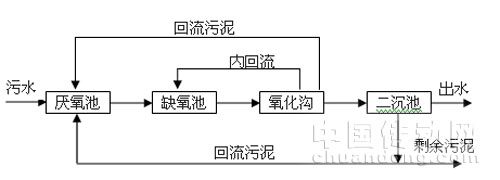
图2.1A2/C氧化沟工艺流程图
设置厌氧、缺氧段的Carrousel氧化沟(文中简称:A2/C氧化沟)具有生物脱氮除磷功能,是目前城市生活污水处理的主流工艺之一。它是在Carrousel2000氧化沟的基础上增加前置的厌氧段形成的。在污水脱氮除磷的工艺设计中必须具备厌氧、缺氧、好氧3个基本条件,但是在实施过程中由于所需的处理构筑物多、
污泥回流量大,从而造成投资大、能耗多、运行管理复杂。A2/C氧化沟将厌氧、缺氧、好氧三个过程集中在一个池内完成,各部分用隔墙分开自成体系,但彼此又有联系。该工艺充分利用污水在氧化沟内循环流动的特性,把好氧区和缺氧区有机结合起来,实现无动力回流,节省了去除硝酸盐氮所需混合液回流的能量消耗。

图2.2A2/C氧化沟平面布置图
该污水处理系统为两个A2/C氧化沟并行运行。经配水井分配后的污水进入氧化沟前段的厌氧池,与来自污泥泵房的回流污泥混合,在厌氧条件下,除磷菌可将储存在菌体内的聚磷分解,将磷酸盐释放到水中。厌氧池分为3格,每格都设有水下搅拌器以防止污泥沉淀。经厌氧释磷后的污水进入缺氧段进行反硝化脱氮,缺氧段设计成环流形式,强化脱氮效果,反硝化后的污水通过设置在一侧的渠道进入氧化沟。氧化沟的充氧机械采用倒伞形曝气机,可根据池内DO测定值控制调节堰门出水、改变曝气机转速以达到调节溶解氧的目的。在氧化沟内,污水进一步去除有机物并将NH3-N氧化成NO2和NO3。同时聚磷菌在好氧条件下过量摄取污水中的磷,强化出水水质。而且在好氧段末设置内回流渠,经过好氧硝化的污水进入缺氧段,由于末端的溶解氧减少到最低程度,有效的防止缺氧池氧过量的问题,可以取得最好的反硝化效果。经过处理后的污水经过出水口进入二沉池进行沉淀处理。
2.2.2本系统工艺流程
桂阳县污水处理厂包括污水处理和污泥处理两个系统。污水处理系统包括进水井、粗格栅间、提升泵房、细格栅间、曝气沉砂池、鼓风机房、氧化沟、二沉池、紫外线消毒渠、出水渠等,污泥处理系统包括污泥回流泵房、脱水机房等几部分。
污水经污水排放管进入进水井,由进水井流经粗格栅,滤除大块固体悬浮物后,再由提升泵将污水提升到细格栅,滤除细小的漂浮物和浮渣,然后经计量渠流入曝气沉砂池,进行砂水分离,去除水中密度较大的无机颗粒,以保护后续处理设备的正常运行。然后污水进入氧化沟,进行生化处理。经生化处理后的污水进入二沉池进行污泥沉淀,经过污泥沉淀后的污水经紫外线消毒后到出水渠,最后排放。二沉池分离的一部分生物活性污泥回流到生化反应池,另一部分剩余污
泥流经污泥泵房进入污泥处理系统,剩余污泥进入污泥贮池,最后经进污泥泵进入脱水机房进行脱水处理并外运。

图2.3韶阳县污水处理厂总体工艺流程图
3控制系统方案设计
3.1设计原则
1.系统性能稳定,安全可靠。
2.操作简单,维护方便
3.运行经济节能,维护费用低。
4.易于扩展
5.性能价格比高
3.2设计思想
本系统采用工控机+可编程序控制器(PLC)+现场仪表的控制方式。现场仪表将现场的信号采集并传输至PLC中,PLC作为主要的现场控制单元,工控机用于监视和控制PLC及现场设备的状态。各个设备均能实现现地、远程、远程手动三种控制方式。
3.3系统结构图
整个控制系统由中控室、PLC控制站、现场仪表及现场的控制柜构成。系统的结构图如图3.1所示:
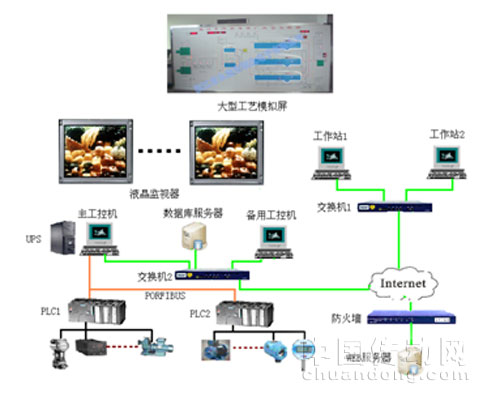
图3.1监控系统结构图
3.4控制系统各部分功能
3.4.1现场电控柜
现场控制柜的主要作用是完成现场控制功能和与PLC连接。各个现场控制柜能够完成手动控制设备启停的功能,是典型的继电器控制。现场控制相对于PLC自动控制和中央监控室控制具有最高的优先级。只有将选择开关拨到远程控制之后,PLC控制和中央监控室的上位控制才起作用。所以在进行自动控制调试前,首先要完成对现场各控制柜的调试,在保证现场设备安全的前提下才能进行远程控制。
3.4.2PLC控制站
该污水处理厂的自动化监控系统共设两个PLC控制站。氧化沟单独一个控制站,其余部分用一个控制站。PLC站的主要作用是采集现场的信号并控制设备的运行。现场的信号包括液位、流量、温度等工艺信号和设备的运行状态。当现场控制柜的模式选择开关选择到“远程”时,操作人员不能使用现场控制柜上的启停按钮来控制设备的运行。这时,PLC会根据程序自动或者根据上位监控系统给出的信号控制设备的运行。
3.4.3上位监控系统
该污水处理厂的自动化监控系统的上位监控系统包括一个工程师站和一个操作员站。工程师站既能完成系统组态、调试及控制参数的在线修改和设置等,又能完成对整个污水处理厂的数据采集、监控,报表及打印等功能;操作员站主要完成对整个污水处理厂的数据采集、监控等功能。在系统正常工作时,工程师站可兼作操作员站,方便了监视与操作,并提高了系统的可靠性。污水处理的各个工段的工艺数据以及各个设备的运行状态通过PLC采集并在上位机监控画面上显示,操作人员可以查看全厂各个设备的运行情况。同时可以对报表存档打印,显示实时报警和历史报警等,方便操作人员进行工艺分析和查找故障。当现场控制柜的模式选择开关选到“自动”时,在上位机监控画面中可以选择设备为“手动”运行状态,然后手动控制设备的运行。
4控制系统硬件设计
4.1PLC1站设计
PLC1站主要负责粗格栅、提升泵、细格栅、曝气沉沙池等位置仪表的数据采集及设备的远程监控。
4.1.1PLC1实现的功能
在粗格栅间共设有2个粗格栅,粗格栅的主要作用是去除污水中大块漂浮物。粗格栅能够根据PLC程序或上位机设定的时间实现轮流自动启停。与粗格栅关联的设备螺旋压榨机负责将粗格栅过滤出的悬浮物脱水、粉碎。在控制时,为确保设备安全,应使粗格栅与螺旋压榨机联动,以防止螺旋压榨机空转。联动顺序为:螺旋压榨机→粗格栅,关机顺序相反。螺旋压榨机在粗格栅停止之后再运行30-60s。螺旋压榨机故障时,粗格栅停止运行。
提升泵房水泵主要用来将粗格栅间流出的污水提升到细格栅间。在提升泵房,需要测量和控制的是四台提升泵的运行状态以及它们的启停。提升泵房有四台提升泵,其中三台软启动泵,一台变频调速泵,由变频器来控制。
设置细格栅的目的,在于拦截污水中的大量细小的漂浮物。对于细格栅的控制,可通过现场控制柜实现手动控制,也可对细格栅进行远程控制启、停。细格栅的控制也要和输送机实现联动,以保证设备安全。其控制的方法与粗格栅相同。
沉砂池的作用是为了避免砂粒对处理工艺和设备带来的不利影响。砂粒进入生化池内会使污泥刮板过度磨损,缩短更换周期。沉砂池内部有一台桥式吸砂机、两台吸砂泵和一台沙水分离器,其主要作用是将砂粒吸走,需要对其进行监测和控制。吸砂机和吸砂泵的启停,可由现场控制柜手动控制,也可以由中央控制室的上位机进行远程控制。吸砂泵与砂水分离器联动运行。联动顺序:沙水分离器→吸砂泵,关机顺序相反。罗茨给曝气池鼓风,罗茨风机由PLC根据时间控制启停,自动轮换。
4.1.2控制柜设计
PLC1站采用CPU315-2DP。根据控制要求,PLC1共需数字量输入150点,数字量输出40点,模拟量输入26路,模拟量输出10路,另外预留20%的I/O点备用。PLC1站需要6块32点DI,2块32路DO,4块8通道AI,2块8通道AO。由于一个机架最多安装8个信号模块,因此需要设置一个扩展机架。在这里采用IM365近程扩展一个机架。
4.2PLC2站设计
PLC2站主要负责A2/C氧化沟处仪表的数据采集及设备的远程监控。由于厌氧池、缺氧池、氧化沟内的需要采集的数据和控制的设备比较多,所以单独设置一个PLC控制站。
4.2.1PLC2实现的功能
PLC2主要实现对氧化沟内的曝气机、闸门启闭机、潜水推流器、电动调节堰门、内回流旋转门等设备进行控制。在这里对曝气机的控制室通过变频器实现的。在PLC内部对溶解氧含量进行PID运算,输出4-20mA到变频器的模拟量控制端子,调节曝气机转速,从而达到控制溶解氧含量的目的。
4.2.2控制柜设计
在PLC站2也采用S7300PLC。PLC站2需要根据溶解氧的浓度通过PID运算来调节曝气机转速,同时需要控制潜水推流器等众多设备,为了满足要求采用浮点数运算速度较高的315-2DPCPU。根据控制要求,PLC2共需数字量输入156点,数字量输出38点,模拟量输入20路,模拟量输出12路,另外预留20%的I/O点备用。PLC1站需要6块32点DI,2块32点DO,4块8通道AI,2块8通道AO。由于一个机架最多安装8个信号模块,因此需要设置一个扩展机架。在这里采用IM365近程扩展一个机架。
5控制系统软件设计
该污水处理厂自动化监控系统软件设计包含PLC程序开发和上位监控界面的开发。
5.1PLC编程
在该系统中我们通过在工控机上安装STEP7编程软件进行程序的编制和调试工作。并通过在PC机中插入CP5611板卡,连接PLC下载程序并监视程序的运行及查找故障。
5.1.1编程软件介绍
STEP7编程软件用于西门子系列工控产品包括SIMATICS7、M7、C7和基于PC的WinAC,是供它们编程、监控和参数设置的标准工具,是SIMATIC工业软件的重要组成部分。STEP7具有以下功能:硬件配置和参数设置、通讯组态、编程、测试、启动和维护、文件建档、运行和诊断功能等[7]。
5.1.2设计过程
首先,创建工程。STEP7安装成功后,将在Windows桌面上出现SIMATICManager(SIMATIC管理器)图标,双击该图标后,进入STEP7的项目管理器。然后点击“文件”>“新建”,选择创建一个新项目,输入sewerage作为新项目的名称并选择项目文件的存放位置,然后点击OK。
然后,进行硬件组态。进入STEP7的项目管理器之后,在浏览窗口中右击项目名称,在快捷菜单中选择“InsertNewObject”>“SIMATIC300Station”,并选择“Rename”,给站1更名为“others”。同样的插入第二个站“yanghuagou”。
下面我们以PLC1站为例看一下站内硬件组态的过程。在SIMATICManager的浏览窗口中鼠标左键单击站名“others”,在右边的显示窗口中会出现Hardware(硬件组态)图标。双击该图标进入硬件组态的界面,如图5.1所示:
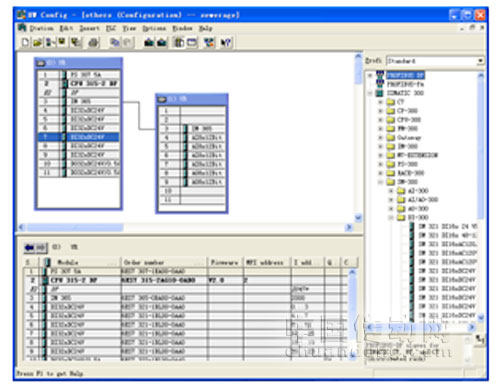
图5.1硬件组态图
在STEP7中,可以通过简单的拖放操作来完成主机架的配置。在配置过程中,添加到主机架中的模块的定货号应该与实际的硬件一致。在硬件目录中选中一个模块,目录下方的窗口会显示模块的定货号和对模块的描述。插入主机架后,分别向机架中的1号插槽添加电源、2号插槽添加CPU。硬件目录中的某些CPU型号有多种操作系统(Firmware)版本,在添加CPU时,CPU的型号和操作系统版本都要与实际的硬件一致。在这里我们电源选择PS3075A,CPU选择CPU315-2DP。在添加CPU时会出现对话框选择CPU的站地址,在这里我们用选择2。4—11号槽中可以添加信号模块、功能模块、通讯处理器等,上述模块分别在硬件目录的SM-300、FM-300和CP-300中。如图我们添加了6个32点的数字量输入模块和2个32点的数字量输出模块。硬件组态的模块的订货号以及位置必须与实际的硬件是一致的。
在主机架的3号插槽插入IM365用于本地扩展。插入另外一个机架,并在3号槽插入IM365。这时该扩展机架上的IM365会与主机架上的IM365自动连接。在扩展机架上插入4个8路的模拟量输入模块和2个8路的模拟量输出模块。在硬件组态窗口的下面有详细信息窗口,其中显示了相应的模块的地址。各模块是自动编址的,我们也可以修改各个模块的地址。方法是双击想要修改的模块,在对话框中选择Address标签页,然后输入相应的地址即可。
在配置过程中,STEP7可以自动检查配置的正确性。当硬件目录中的一个模块被选中时,机架中允许插入该模块的槽会变成绿色,而不允许该模块插入的槽颜色无变化。将选中的模块拖到不能插入该模块的槽时,会提示不能插入的原因。硬件组态完成后,进行存盘并编译。这时硬件组态的参数将会保存到系统数据块(SDB)中。这时系统硬件组态完成了,可以将选择的组态下载到PLC中。
完成硬件组态后,就可以进行程序的编制。西门子S7系列PLC采用的是“块式程序结构”,用“块”的形式来管理用户编写的程序及程序运行所需要的数据,组成完整的PLC应用程序系统(软件系统)。“块”分为数据块和逻辑块,它们都存放在Blocks目录下[8]。这些块主要包括组织块(OB)、数据块(DB)、功能(FC)、功能块(FB)和背景数据块(DI)。我们选择的程序语言是梯形图(LAD)。
程序编制完成后需要对程序进行下载和调试。
5.1.3典型程序介绍

该程序段主要实现模拟量数据的转化以及传感器故障报警。在污水处理过程中,需要实时的采集和显示温度、流量、液位等模拟量信号。该程序的目的就是将采集的信号转化为原始的工程量进行显示。由于在污水处理的现场存在信号干扰,所以将内码值在+200和-200之间的输入视为干扰,不进行处理。然后将该内码值送给FC105处理。FC105SCALE功能是接收一个整型值(INT),并将其转换为以工程单位表示的介于下限和上限(LO_LIM和HI_LIM)之间的实型值。
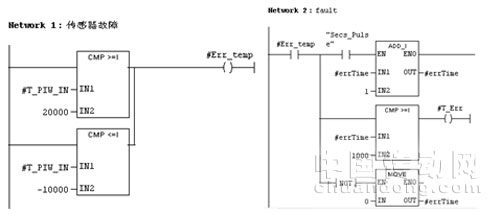
该程序检测温度传感器是否故障。当一个温度模拟量对应的整数值在-1000-2000范围之外,我们视为传感器故障。为了防止干扰引发的误判断,我们对故障时间进行计时。只有当时当该时间超过1000秒时,我们才对其进行报警处理。当时间未到,出现了正常信号时,需要对计时清零。
5.2上位组态画面
本系统采用SIMATICWinCC组态软件对系统进行监控。用户登陆系统后看到主画面显示整个污水处理厂的工艺流程。通过主画面上的几个按钮可以进入各个分画面。分画面包括工艺流程的各个部分以及报警、趋势画面。监控画面包括系统中的各个开关量和模拟量。监控系统还可以完成实时报警显示和报表打印。
5.2.1WinCC简介
西门子公司的WinCC是WindowsControlCenter(视窗控制中心)的简称。它集成了SCADA、组态、脚本(Script)语言和OPC等先进技术,为用户提供了Windows操作系统(Windows2000或XP)环境下使用各种通用软件的功能。WinCC继承了西门子公司的全集成自动化(TIA)产品的技术先进和无缝集成的特点。WinCC运行于个人计算机环境,可以于多种自动化设备及控制软件集成,具有丰富的设置项目、可视窗口和菜单选项,使用方式灵活,功能齐全。用户在其友好的界面进行组态、编程和数据管理,可形成所需要的操作画面、控制画面、监视画面、报警画面、实时趋势曲线、历史趋势曲线和打印报表等。
5.2.2设计思路
程序运行时首先进入主画面。主画面显示污水处理的整个工艺流程,同时在主画面中显示各个流程关键的开关量和模拟量的状态,如设备的状态、闸门前后液位、流量等。如果想了解现场更加详细的状态以及对设备进行远程控制需要进入工艺流程的分画面。分画面中可以显示实时报警、趋势曲线。同时对重要模拟量进行归档,以便形成历史趋势曲线,便于以后进行查看和分析。如果用户想对画面进行操作,如设备控制、参数更改等,必须输入用户名和密码进行登陆,以防止其他人员的误操作。在登陆状态下,不同的用户具有不同的权限。在中央监控室可以对现场的设备进行操作,参数采集以及现场仪表的数据显示。
5.2.3设计步骤
一、启动WinCC并新建项目
启动WinCC,单击“开始”>SIMATIC>WinCC>WindowsControlCenter6.0。选择“文件”>新建,此时会出现项目类型选择对话框。选择单用户项目,输入项目名称,在这里输入“sewerage”,并选择项目的存储位置。
二、安装通讯驱动程序
添加一个通讯驱动程序,鼠标右击工程浏览器中浏览窗口中的“变量管理”,选择“添加新的驱动程序”。在“添加新的驱动程序”对话框中选择SIMATICS7ProtocolSuite.chn。单击驱动程序前面的“+”,将会显示当前驱动程序所有可用的通道单元。右击MPI通道单元,在快捷菜单中选择新的“驱动程序的连接”菜单项。在随后显示的连接属性对话框中输入PLCstation作为逻辑连接名,单击“确定”按钮。
三、定义变量
单击“变量管理”>SIMATICS7ProtocolSuite>MPI前面的“+”,展开各自节点,鼠标右击节点PLCstation,在快捷菜单中选择“新建变量组”,输入DI作为变量组名,同样的建立DO、AI和AO变量组。建立变量组的目的是为了更好的管理这些变量。如果在一个项目中因处理大量的数据而需要很多的变量时,建议将变量组织为变量组。只有这样才能在大型的项目中始终注意各种事件。一般可将完成同一功能的变量或属于同一设备的变量归结为一个组。在新建的几个变量组中添加多个“标签”,这些“标签”,这些标签对应PLC中的地址,数据类型也要和PLC中的数据类型保持一致。这样,当我们运行项目时,PLC的数据就被采集到计算机中。这些数据用于在监控画面中显示、归档、报表打印等。
四、创建过程画面
1.设计主画面
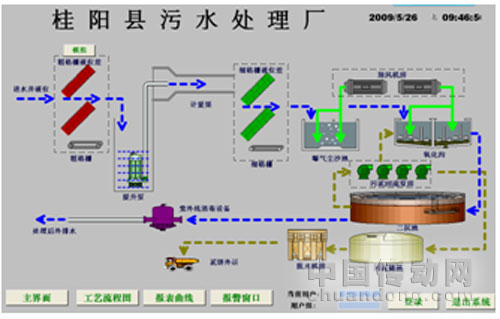
图5.4上位机主画面
主画面显示污水处理的整个工艺流程,包括显示重要的模拟量输入信号。在工艺流程主画面的下方是一排按钮,“主画面”用于回到工艺流程主画面;“工艺流程图”用于进入各个工艺流程分画面;“报表曲线”用于进入报表和趋势曲线画面;报警窗口用于显示实时报警和历史报警;“登陆”和“退出系统”用于用户登陆和退出监控系统。在监控系统运行时按“Ctrl+L”,可以进入登陆状态,用户可以在登录对话框中输入用户名和密码进行登陆。当用户点击“退出系统”时会显示退出登陆对话框,可以进行确认退出和取消退出,这样可以防止用户误点击退出系统。同时在画面中始终显示系统时间。
2.设计工艺流程分画面

图5.5格栅间画面
在工艺流程分画面的最上面有一排按钮,用于在不同的工艺流程段分画面之间切换包括。包括“格栅间”、“曝气尘沙池”、“鼓风机房”、“生化反应池”、“二沉池”、“紫外线消毒”几个按钮。下面以格栅间为例看一下工艺流程分画面的创建过程。选择菜单“查看”>“库”或单击工具栏上的图标,显示对象库中的对象中的目录。双击“全局库”后显示全局库中的目录树。单击对象库工具栏上的图标,可以预览对象库中的图形。选择相应的对象,并将其托至画面区中。拖动对象周围的黑色方块,改变对象的大小。同时在“标准对象”中选择静态文本以及“智能对象”中的输入输出对象放置在画面中。
3.趋势曲线画面
要在运行系统中显示趋势曲线和表格画面,首先需要进行过程值归档。过程值归档的目的是采集、处理和归档工业现场的过程数据。以这种方法获得的过程数据可用于获取与设备的操作状态有关的管理和技术标准。在运行系统中,可以以表格或趋势曲线的形式输出当前过程值或已归档的过程值,也可以将所归档的过程值作为记录打印输出。WinCC使用“变量记录”组件来组态过程值归档,可以选择组态过程值归档和压缩归档,定义采集和归档周期,并选择想要归档的过程值。在一个归档中可以定义要归档变量的不同采集类型。可以是非周期、连续周期、可选择周期以及一旦改变。
WinCC的图形系统提供两个ActiveX控件用于显示过程值归档。在WinCC的画面中插入WinCCOnlineTrendControl控件,以及WinCCOnlineTableControl控件。在控件的选项卡中设置标题、变量、字体等。
4.组态报警画面
在WinCC中,报警记录编辑器负责消息的采集和归档,包扩过程、预加工、表达式以及归档等消息的采集功能。消息系统给操作员提供了关于操作状态和过程故障状态的信息。他们将临界状态提早通知操作员,并帮助消除空闲时间。系统可以通过画面和声音的形式报告记录消息时间,还可以用电子和书面的形式归档。报警可以通知操作员在生产过程中发生的故障和错误消息,用于及早警告临界状态或缩短停机时间。
WinCCAlarmControl作为显示消息时间的消息视图使用。用户在组态时就可获得高度的灵活性,因为希望显示的消息视图、消息行和消息块均可在图形编辑器中进行组态。在WinCC运行系统中,报警事件将以表格的形式在画面中。在WinCC报警画面中,添加WinCCAlarmControl控件,然后双击该控件,打开属性对话框中的消息行选项卡,对在控件中显示的项目进行设置,能够显示报警日期、时间、消息文本和错误点。
第6章控制策略研究
6.1PID算法
6.1.1PID算法介绍
按偏差的比例、微分、积分进行控制(简称PID控制)是连续系统控制中技术最成熟,应用最广泛的一种控制技术。它的结构简单,参数调整方便,是在长期的工程实践中总结出来的一套控制方法。在工业控制中由于难以建立精确的数学模型,系统的参数经常发生变化,所以人们往往采用PID控制技术,根据经验进行在线调整,从而得到满意的控制效果。
6.1.2PID算法在PLC中的实现
考虑到PLC的运算速度,需要对PID算法进行一下转化,特别是积分项的计算。由PID的离散形式方程可知,积分项包括第一次采样到当前采样时刻的所有误差;微分项由本次和上次的采样值决定;而比例项只由本次的采样值决定。在PLC中要存储所有的采样的误差时不实际的,也是不必要的。因为自第一个采样时刻开始,每次采样获得一个误差,要由PLC计算一次输出,所以只需要将上一次的误差和上一次的积分项存储。利用数字计算机的迭代运算,可将PID算式化为递推形式[3]。简化形式如下:
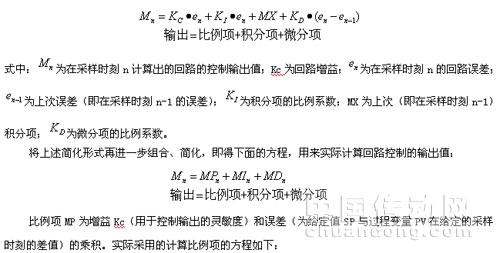

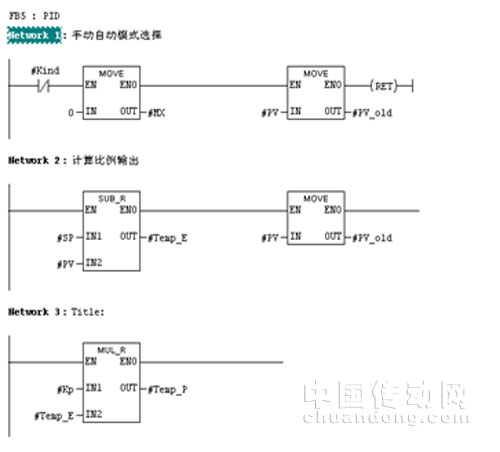
在该污水处理系统中,在提升泵、曝气机、罗茨风机、污泥回流泵等多处用到PID控制。所以在S7300PLC中将PID控制程序编制为一个程序块(FB),为每个需要PID程序控制的设备建立一个背景数据块(DI),这样每次PID运算之后的MX将会被保存。PID运算的输出通过模拟量输出模块(AO)输出到变频器的控制端,从而实现程序自动控制电动机转速。下面是PID功能块的程序:


6.2软起动器一拖三控制
提升泵房有4台提升泵,其中的三台采用施耐德ATS4837KW软起动器,工作在接触器旁路工作模式,实现一拖三控制。在一拖三级联控制系统中,ATS48的运行信号RUN,停止信号STOP和级联信号LIC由PLC的继电器输出给定。同时,将ATS48的输出继电器R1设置为“r1I(隔离继电器)”,把逻辑输入LI3设置为“LIC(级联控制)”。电机主回路控制图如下图所示。

图6.1电机主回路控制图
图中1KM1、2KM1、3KM1为电机1#、2#、3#的主接触器,1KM2、2KM2、3KM2为电机1#、2#、3#的旁路接触器。下面以电机1为例说明电机的启动停止过程。
启动时,按下启动按钮,经PLC延时后,输出一个500ms(该时间应大于100ms,小于1000ms)的脉冲启动信号给ATS48的RUN端,软启动器被允许启动,由于产生运行信号,ATS48内部继电器R1吸合,于是主接触器1KM1合上,ATS48按照设置的启动时间启动;启动结束后,ATS48内部继电器R2合上,于是旁路接触器1KM2合上,此时1KM1和1KM2同时吸合;在较短的一段时间(由ATS48决定)之后,R2在R1之后失电,1KM1断开,电机继续由1KM2供电,完成整个启动过程。同理可以启动2#电机和3#电机。
停止时,按下停止按钮,经PLC延时后,输出一个500ms(该时间应大于200ms)的脉冲信号给ATS48的LI3端,软启动器级联控制被激活,ATS48内部继电器R1、R2吸合(R2为脉冲信号,R1保持闭合直到电机完全停下来),于是主接触器1KM1吸合,ATS48与正在运行的电机接上;LI3脉冲信号的下降沿经PLC延时后,输出一个500ms(该时间应大于100ms)的负脉冲信号给ATS48的STOP端,ATS48的内部继电器R2断开,于是旁路接触器1KM2断开,ATS48软启动器按已设置的停车时间使电机停车,停车完成后,ATS48内部继电器R1断开,于是主接触器1KM1断开,完成整个停车过程。同理可以停止2#电机和3#电机。
在PLC内部,我们设置一个字节的变量作为启动状态的标志,分别标识软起准备好、软起中、软起完成、完成延时断开、停止等。同时,对启动器运行的时间进行计时。如果软起开始运行后经过设定的时间PLC还没有收到软起完成的信号,则认为是软起动器故障。
7结束语
污水处理自动化监控系统涉及到水处理、自动控制、计算机技术、仪器仪表、电力电子等众多学科,是一个复杂的综合性领域。本文以污水处理的工艺流程为线索,介绍了监控系统的整体设计方案。讲述了利用STEP7软件编程、利用WinCC软件完成组态的具体过程。同时,对在污水处理中的控制策略进行了介绍,包括PID算法在PLC中的实现以及一台软启动器拖动三台电动机的具体实现。
