一 概述
1. 造纸机对电气传动自动化控制的要求
1.1 稳速的要求:
造纸机由纸浆到形成纸张,需经过多个分部,因此是一个多单元的速度协调系统,各个分部间的速度要求严格配合,根据工艺流程,一般有以下关系:只要其中一个分部速度不稳,就会无法维持生产,纸幅不是断裂,就是松垮下来。如果整台纸机车速不稳,就不能保证纸张的定量(每平方米纸页的重量)不变。因此要求纸机的各分部都能稳速。但是,在实际运行中,有许多干扰因素破坏速度的稳定,例如电网电压的波动、频率的变化、负载的波动、温度的变化等等,对电气传动自动化控制的要求是克服这些干扰的影响,保证车速的稳定。不同纸机,对稳速精度的要求是不同的,所以对电气传动的要求也有区别,一般来说,薄型纸或大型高速纸机对此要求较高些。
1.2变速的要求:
纸机正常工作时,由于工艺上的变化而改变速度的范围不大,一般只在10-15%左右,在纸机调整时,如检查铜网、压榨部换毛毯,烘干部换大布或预热等需低速爬行,车速将降至20米/分左右,此时对稳速没有要求。
1.3平稳起动的要求:
纸机中有的分部要求平稳起动,例如网部起动太快就会损坏铜网;烘缸和压光两个分部传动惯量比较大,起动太猛会把机械连轴扭断,因此要求整个系统能平稳起动,而且各分部要能单独起动和停止。
1.4各分部调速的要求:
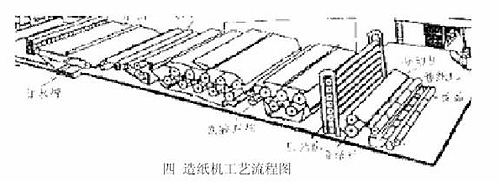
如图一,造纸机工艺流程图,纸机上的纸受到牵引力的作用,在湿部产生纵向伸长,在干部开始时纸张的纵向继续伸长,当纸张含水量降低后,纸张减少纵向伸长变形,在纸张进入压光机和卷纸机时,纸张再度牵引而伸长,因此在整个纸机生产线中,各个分部的速度是不同的,这样可以保持纸幅张力。同时,纸机各分部的速度必须是可以调节的。
由于造纸机无须频繁起动,而工艺要求的变速范围也不大,所以达到稳速是电气传动自控最主要的目标。
2. 2400/160纸机概况
2400/160纸机生产定量为17-30g/m2的薄页纸,设计车速为160米/分,纸幅在长网中成形,通过复合压榨脱水,再经五组烘缸烘干,纸幅经过冷缸后分切,由卷纸机卷成母纸卷。纸机分为部传动,共15个传动点,总装机容量为202kW。如图.

二 纸机传动图
三 系统配置
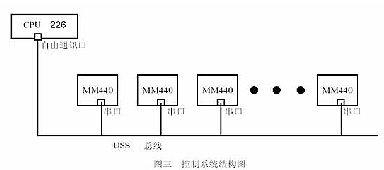
在控制系统" title="控制系统">控制系统中,采用S7-200系列PLC运用USS协议通讯控制不同分部的MM440变频器,MM440对电机变频调速,从而达到纸机传动的控制,采用操作台控制按钮操作。具体配置如下:
CPU226
DI模块
DO模块
总线连接器
屏蔽双绞线
MM440变频器(软件版本:V1.16)
进线电抗器" title="电抗器">电抗器
MM440变频器特点
1. 丰富的控制功能:
可以满足各行业的驱动控制要求,在本控制系统中,采用矢量控制方式" title="控制方式">控制方式来驱动各分部电机;
2. 强大的通讯功能:
具有标准的RS485接口,方便上位机通讯,PROFIBUS通讯可选件可以将MM440挂上开放的、快速的DP网上,实现高性能的通讯控制
3. 自由功能块和BICO技术:
MM440具有区别一般通用变频器的自由块和BICO技术,可以实现灵活的组态设计,完成工艺复杂的控制要求;
4. 多种参数设置方式:
通过基本操作板、高级操作面板进行参数设置,也可利用SIMOVIS和DRIVEMONITER 调试软件进行参数设置,同时可以运用调试软件监视控制中的过程值。
四 2400/160纸机的电气控制
1. 纸机速度链
由于各分部传送着生产过程中的纸张,根据造纸工艺的要求,各分部间要求达到线速度比例协调(相邻两个分部间的线速度比值应保持恒定),高精度地、可靠地保持这个比例系数是保证产品质量、生产正常运行的重要条件,任何原因破坏这种比例协调,就会降低产品质量。同时,纸机的这种速度比例协调关系应在该变车速或停机后重新开机时继续保持,而不需重新调节。其次,这种比例协调应具有微调功能,以调节相邻两分部间的速差,避免纸张在传送过程中的松弛和绷紧现象,并且速度微调应该灵敏、可靠,不应在调过程中有明显的滞后现象。比例协调关系如下:

在2400/160纸机中,采用USS协议通讯结合PLC程序来完成速度链的控制,避免了运算放大器的速度链给定环节的信号漂移,提高了稳定性。
2. 速度控制" title="速度控制">速度控制
不同纸机、同一纸机生产不同纸种,在速度控制要求上,有不同的要求。但纸机对电气传动控制统一要求为稳速、变速,对低速纸机的速度控制,控制系统只需达到此要求即可满足纸机的连续运转。本控制系统中,由于MM440给定由S7-226通讯传输实现,改变传输值就可达到变速要求。本台纸机生产薄页纸,对速度的稳定性及动态响应性有较高的要求。由于MM440的矢量控制" title="矢量控制">矢量控制,在对电机进行优化处理过程中,自动调整速度控制重要参数的设置值,大大提高静态和动态的控制精度" title="控制精度">控制精度,避免了断纸,提高了生产效率。
3. 负荷分配控制
在压榨部中,多个传动共处于同一毛布圈路内。如图:负荷分配控制图。这几处传动要求负荷进行比例分配,即负荷分配控制。主传动采用基本的速度控制方式,从传动采用负荷分配控制。在控制中,运用MM440内部PID调节器,主传动的电流实际值作为给定值(VSP),从传动的电流实际值作为反馈值(VPV),经PID调节后生成的值,作为附加给定叠加到速度给定通道。(如图:负荷分配控制。)实现负荷分配的过程控制。

五 控制系统特征
1.控制系统简单且经济
在系统中采用S7-200PLC自由通讯口方式通讯,且在MM440上具有RS485接口,从而可以方便实现变频器给定的数字化控制。在控制系统要求不高的场合,本系统简单而经济,不仅PLC程序简单,而且硬件上无需添加通讯接口。
2. 进线电抗器保护变频器
由于实际工作现场的复杂环境,往往会导致电网的波动,产生高次谐波。进线电抗器避免了这些因素对变频器的影响,保护了变频器的整流单元。
3. 矢量控制
MM440变频器的矢量控制,提高动态响应能力,克服纸机由于工艺参数的变化引起的速度波动,保证纸机速度的稳定性。
六结论
本控制系统,是为隶属华川纸业集团浙江义乌双峰纸业有限公司2400/160薄页纸机配套的传动控制系统。自5月初调试运行至今,纸机正常生产,MM440变频器运行良好。
在控制系统中,采用软件版本V1.1.6的MM440,控制方式为开环控制。2400/160薄页纸机,其设计车速为160m/min,而MM440变频器的设定值在串行通讯时为0.01Hz,在分部之间速度调节改变牵引力时,能够满足本台纸机的控制要求。当在高速、生产低定量纸种的纸机传动系统中运用MM440时,其软件版本应高于V2.0以上,使速度控制方式为闭环矢量控制,增加PROFIBUS通讯模块,将MM440作为DP网络的从站,提高纸机传动控制精度,达到高速纸机的要求。
MM440是SIEMENS全新一代变频器,其许多功能类似于6SE70变频器,但其功能不如6SE70强大,分辨率、控制精度也低于6SE70。但是,在版本V2.0推出且功率达到250KW之后,在国内中小型造纸机中,MM440变频器将广阔的应用
