摘要:本文介绍28个单元A.C电机同步传动智能控制系统" title="控制系统">控制系统,介绍系统的分析与设计方法。主要介绍卷绕过程数学模型" title="数学模型">数学模型。基于数学模型,完成了控制系统组态。在控制算法方面,应用了参数自适应、信号自适应、多模态控制和专家控制等先进控制策略。使用IPC和欧姆龙" title="欧姆龙">欧姆龙CJI型PLC 构成控制系统。系统已投入生产使用,用户取得了良好的经济效益和社会效益。
关键词: 28单元A.C电机 卷绕数学模型 参数/信号自适应 多模态控制 专家控制 智能控制 IPC 欧姆龙PLC
Abstract:This paper introduces Intelligent control system with 28 units A.C motor of synchronous-driving, It has introduced the method of the system analysis and design. Mainly, the paper has introduced the mathematical model of the take-up process. Basing on the mathematical model, the configuration of control system has been founded. In aspect of the control algorithm, Advanced Control Strategy which are include parameter adaptive, signal adaptive, multi-mode control or expert control has been applied in the system. The control system is designed with IPC and OMRON CJ1 PLC. The system has been used in production, which the customer has benefited both economically and socially.
Key words: 28 units A.C motor Mathematical model of the take-up process Parameter/Signal adaptive Multi-mode control Expert control Intelligent control IPC OMRON-PLC
1.引 言
1.1 应用行业
本文以印染行业中的多单元设备(连续轧染机)为例,介绍28单元交流变频电机同步传动智能控制系统的分析和设计方法。这种分析和设计方法也适用于塑料、造纸、胶片、橡胶、金属薄膜等带材和线材加工制造行业。
1.2 使用的产品
本系统使用了欧姆龙公司的NS8-TV01B-V2型可编程终端(触摸屏)、欧姆龙 PA205R(电源单元)、CJ1G-CPU42P(CPU单元)、CT021(高速计数单元)、AD081-V1(模拟量输入单元)、DA08C(模拟量输出单元)、ID211(晶体管
输入单元)、OC211(接点输出单元)、IC101(I/O控制单元)、II101(I/O接口单元)、E6B2-CWZ5C型旋转编码器等产品。
1.3 应用的主要工艺点及要解决的主要问题
印染行业中28单元传动系统的工艺难点是28个独立的传动单元和织物所构成的既要解耦又要跟随协调的工艺要求。每个单元都是由一对(或一组)导辊、减速机、变频电机、变频器、角位移传感器、气动加压摆式松紧架等组成。对于开卷(退绕)和收卷(卷绕)单元,还要增加旋转编码器和张力传感器。就数学模型而言,开卷单元和收卷单元是非线性、时变环节,其转动惯量" title="转动惯量">转动惯量j和布卷半径r都是随时间而变的,为了保持织物的动态张力恒定,必须对转动惯量和卷经进行智能自适应补偿控制。
对于轧车、透风架、预烘箱、焙烘箱、烘筒、蒸洗箱、水洗箱中的传动单元,由于介质、环境和织物工艺路径的不同,加之导辊直径、减速机的减速比以及电机功率的不同,要实现任意车速设定下,28个单元在动态过程中的严格同步升、降速,且各个松紧架均应处于零位附近,必须采取智能变参数" title="变参数">变参数解耦控制和智能变参数跟随协调控制。以上是主要工艺点和要解决的主要问题。
1.4 应用方案简介
目前的同类设备,采用微型PLC控制开关量,采用单片机组成同步器,但因为只有一组系数,无法实现动态解耦和快速跟随协调镇定控制。为了满足工艺要求,解决控制上的技术难题,需要分析退绕单元工作过程、两个相邻单元之间织物的运动过程和卷绕工作过程,并建立相应的数学模型,在此基础上进行系统的组态设计。将基于模型的控制算法和智能控制算法有机地结合起来,设计了智能变参数解耦控制和智能变参数跟随协调镇定系统。设备传动部分的框图如图1所示。应用方案主要包括两部分:第一是智能变参数全解耦控制,其中主要是变比值控制;第二是智能变参数跟随协调控制,其中主要是变增益、变积分时间控制。

2.应用方案详细介绍
2.1 系统组成
28单元传动部分框图如图1所示,其中未画出的部分是蒸洗箱、水洗箱、烘筒及轧车。控制系统由1.2中介绍的欧姆龙产品组成,NS8型触摸屏用于28个单元的比值系数设定、车速设定、车速显示、28个同步状态数据显示、布长显示、卷绕层数显示、设备的开车、停车触摸按钮以及报警等。本系统的各种控制功能均由CJ1系列PLC来实现。
2.2 数学模型
2.2.1 卷绕过程数学模型
卷绕装置由卷绕轴、减速器28、变频电机28、变频器28、编码器28、张力辊以及相关机件等组成。为了有效地对卷绕过程进行控制,需要建立卷绕过程的数学模型。有关公式如下:
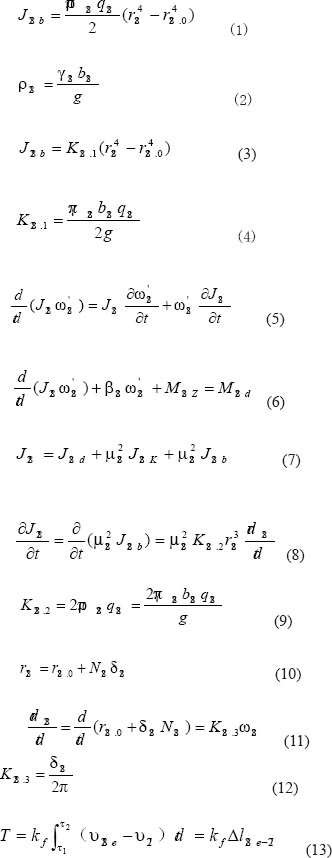
式中: 28——单位宽度织物的质量密度;q28——占积率;r28——卷绕轴半径;r28.0 ——卷绕轴空轴半径;28——织物的比重;g——重力加速度;b28——织物的宽度;K28。1——转动惯量变换系数;M28d ——动态转矩;M28z ——阻转矩;μ28 ——变速比;J 28 ——折算到电动机轴上等效的转动惯量;J28d ——电动机转子的转动惯量;J28K ——空轴的转动惯量;J 28b—— 卷绕轴上织物的转动惯量;ω28——变频电机M28 的角速度;β28 ——折算到电动机转轴上的等效粘性摩擦系数;δ 28——每层织物的厚度;r28.0——卷绕轴空轴半径;N28——卷绕轴上织物卷绕的层数;T ——织物张力;v27 ——牵引线速度" title="线速度">线速度;v28e——等效卷取线速度;kf ——张力系数;K28.2——转动惯量转换系数;K28.3 ——卷绕轴半径变化转换系数。
以上,式(1)~(13)描述了卷绕过程的动力学特征,为非线性、时变数学模型。据此,可制定卷绕张力控制方案并进行系统组态。
2.2.2 相邻单元之间织物的数学模型
以第26单元烘筒和第25单元轧车这两个相邻单元为例,烘筒和轧车分别为独立的传动点,工艺上要求夹持在这两个传动点之间的织物张力在动态和稳态过程中均保持恒定并等于设定张力。为此,需要建立这两个传动点之间织物的数学模型。相关的表达式如下:

式中, 25、26 是轧车25、烘筒26 处织物单位长度重量;w25、w26 是轧车25、烘筒26 处分别传送的织物重量; 25、26 是轧车25、烘筒26 处织物的线速度; l 是相对于原长度的伸长量; 是时间常数;T 是织物张力;带“~”的量是标称(标幺)量。由式(14)至(21)可知,两个相邻单元之间织物的简化动力学特性可用一阶微分方程来描述。这一区间织物的张力取决于两个相邻单元的速度差或织物伸长量,据此,可制定控制方案并进行系统组态。
2.2.3 卷绕张力控制系统分析与设计
(1)系统分析
由式(1)至(13)可知,由于卷绕辊的卷绕半径和转动惯量都是变量,这就导致了卷绕过程的数学模型是时变、非线性数学模型。通常的张力闭环控制难于满足即响应块又无超调的要求。
(2)卷绕张力控制系统设计
a)张力闭环控制张力闭环控制系统是使用张力传感器直接检测织物张力所
构成的负反馈控制系统。
b)智能卷绕控制 — 应用技巧之一为了提高张力闭环控制系统的动态性能和稳态性能,需要解决以下三个问题:
(3)变比例系数控制
卷绕线速度28 应与单元27 的线速度27 成比例关系,为此,变频器28 的速度设定信号必须与卷径成反比变化,即变比例系数控制。
(4)卷径补偿控制
根据卷绕过程的数学模型,卷绕半径r28的变化是对织物张力T的内部扰动,为此,采用卷径补偿控制,消除卷径变化对张力的影响。
(5)变增益、变积分时间常数控制
为了改善系统的性能,需要根据误差的大小自动改变增益值和积分时间常数,达到响应快、抑制超调和无稳态误差的目的。为了解决上述三个问题,本系统采用了参数自适应、信号自适应、多模态控制和专家控制等先进控制策略。本系统的知识库、控制规则集和推理机构均由PLC来实现。
(6)灵活使用欧姆龙PLC指令 — 应用技巧之二
具体实例是使用BCMP(068)块比较指令,将误差划分为32级,即32个范围,使用2个BCMP(068)指令,当误差落在某个范围内时,相应的位变为ON,自动调出相应的增益值和积分时间常数,共有32级增益和32级积分时间常数可供自动调用,即规则集包括32条规则,根据误差大小自动改变控制器的参数。智能控制的应用,有效地减轻了张力闭环控制的负担,明显地改善了系统的动态性能和稳态性能。
2.2.4 同步控制系统分析与设计
(1)系统分析
相邻两个单元之间织物的数学模型如式(14)至(21)所示。为了保持织物张力恒定,就要保持两相邻单元的线速度差为定值或织物伸长量为定值。为此,需要构成高精度速度跟随控制系统或位置控制系统。当采用三辊摆式松紧架作为同步检测装置时,松紧架的简化传递函数为:

由以上数学模型可知,通常的闭环控制难于满足快速跟随和多单元同步的要求。
(2) 同步控制系统设计
a) 采用松紧架的同步控制利用松紧架构成线速度跟随系统,可分别设定线速度和松紧架位置。
b) 智能解耦控制 — 应用技巧之三以均匀轧车1为主令单元,采用变比值控制,共有32级比值系数,知识库有32×28个比值系统,保证了在任意车速设定下,动态升速和降速过程中各个单元严格同步,表现为所有的松紧架摆辊均处于设定位置(零点附近)。
2.3 应用方案取得的效果
本设备已在现场运行15个月,28个单元的同步状态良好,即在动态和稳态过程中,各个松紧架均处于零位附近,其数值均在ı1ā范围内,消除了织物张力波动所造成的起折和染疵,用户取得了明显的经济效益和社会效益。
2.4 应用方案的示范性
本文的分析和设计方法也适用于塑料、造纸、胶片、橡胶、金属薄膜等带材和线材加工制造行业。
2.5 对欧姆龙公司的建议
欧姆龙公司与本校建有联合实验室,多年来,在各项工作中得到欧姆龙公司的大力支持和帮助,在此深表谢意!希望今后进一步加强合作,特别是欧姆龙产品应用实例的介绍和推广工作。
参考文献
[1] 欧姆龙(中国)有限公司.CJ1M CPU单元操作手册. 上海:OMRON, 200301S01
[2] 欧姆龙(中国)有限公司.CS/CJ系列 可编程控制器指令参考手册. 上海:OMRON, 200308S201
[3] 欧姆龙(中国)有限公司.NS系列 可编程终端编程手册. 上海:OMRON, 200407S01
