
前言
中国造纸工业有效生产能力自1990年以来,特别是自1995年以来一直在持续增长。到2002年底为止,我国有4000多个造纸厂,其中规模以上的有2600多家。2002年的总产量达到了3780万吨。在今后的l-2年中,还将会有近1000万吨的新增生产能力。目前我国造纸厂家众多,可是普遍存在着自动化控制水平较低、能耗高、纸品的质量和产量一定程度上受限制等状况。而随着社会经济的高速发展,人们对纸张的消费数量和纸张的质量要求也越来越高,这就要求造纸企业不断提高生产工艺和自动化生产水平,使纸产品能够满足日益发展的经济需求。
一、造纸机变频改造的必要性
我国造纸机分部传动设备,以前采用SCR直流调速方式,由于存在滑环和炭刷造成可靠性和精度不高,从而导致纸机的机械落后,最高车速也只有 200m/min左右,很难同国外的1000m/min的高速纸机相比。造纸是一个连续生产的过程,因此生产线的连续和有序控制成为了制约成品纸质量和产量的瓶颈。直流调速系统在纸机的发展史上占有重要的地位,但由于直流电机存在维护难、抗环境能力差,主要表现如下:
(1)整流子磨损严重, 烧毁整流子的故障, 导致停机时间长;
(2) 直流电机维修困难多, 要求高, 修理费用也高;
(3) 测速发电机易磨损,造成传动系统精度低;
(4) 直流调速控制系统复杂, 调试困难, 一般技工很难调出好的机器

三、造纸机变频控制系统简介
造纸机结构上大致有流浆箱,网部,压榨部,干燥部,压光,收卷几部分组成。传动系统是由多分部传动点组成的速度链式协调系统。使用变频控制系统可以使传动系统具备非常方便及精确的调速功能:
(1)、 各分部传动点之间能保持固定的传动比,使各传动点上线速度保持一致。便于设备提速、减速,避免各传动点之间因线速度相差太大而断纸。
(2)、连续平稳地拖动纸机运行。
(3)、具有平滑加减速功能。
目前在纸机分部传动上使用的变频器必须能同时具备以下特点
(1)调速范围宽,在全速度范围内,效率必须在90%以上;
(2)功率因数高于0.9以上;
(3)输入谐波电流总失真小于3%;
(4)采用可靠性高、技术成熟的标准器件IGBT;
(5)能减少输出谐波分量并有效降低dv/dt噪音和转矩脉动的效果
实例分析如:大连XX纸厂的五层纸生产线,采用安邦信G9变频器改造
五层纸生产线主要有坑机、复合机、热板、纵切机、横切机组成。坑机用来将原纸制造出波浪,根据波浪的疏密程度可分为A、B、C、E四种。波浪是由电动机带动浪辊在固定的有槽的钢板上将纸挤压形成的。坑机电动机的功率一般在22KW和30KW。复合机用于将生产出来的浪纸和芯纸再加两层面纸复合在一起,这样就生成了五层纸板。在通过热板干燥,纵切机切边和压痕,然后由横切机进行剪裁。本次改造主要是4台坑机和热板的变频改造,以获得优良的调速效果和节能效果。如下图所示:

方案:
坑机和热板采用安邦信G9系列变频器,其电气图如下所示:
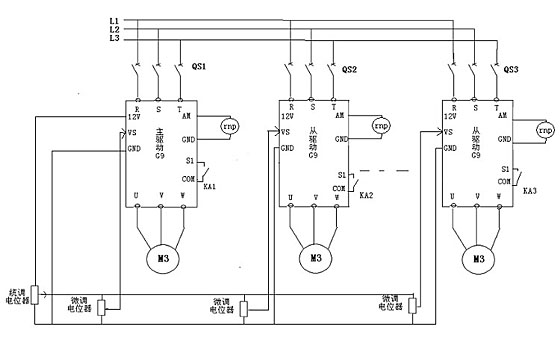
功能介绍:
统调功能:采用主-从式结构,其速度可以通过统调电位器给定。将一台G9变频器作为主驱动输出,从驱动均采用G9系列产品,多台从驱动可以共用一台主驱动。
微调功能:主驱动的运行频率通过统调电位器模拟口输出,作为从驱动变频器的初始同步转速,其偏差可以通过从驱动的微调电位器来修正。
由于变频器具有较前强的过载能力和低频额定转矩,保证了速度不随负载的变化而变化。同时,克服低速时速度不稳定的缺陷。
系统优点
1、 本系统采用先进的变频控制技术,使电机软启动,减轻机械冲击和降低部分噪音,延长机械设备的使用寿命,减少机械维修费用。
2、 运行、操作、维护简便,提高产品的质量和产量。
3、节约大量的能源。
节电效果分析
大连XX纸厂是大型造纸厂家,其中我公司改造的1760白板纸机有5个传动点,都是用电磁调速,各个传动速度断断续续很不稳定,生产中经常断纸,采用我公司设计的变频同步控制系统改造后取得很好的节能效果。
改造前生产1吨纸用242.5度。,
变频改造后生产1吨纸用127度电(6个月平均数)。
每吨节约为242.5-157=85.5度。
节电率达到:(85.5÷242.5)×100%=35.2%。
也就是说,该造纸机进行改造后,每月可为该厂节约42750度电,按每度电0.7元计算,每月就可节约29925元。每年就可节约35.9万元。且操作从45米/分一直调到75米/分仍相当稳定,同步效果极好,提高了纸的产量,增加了企业的效益。
结束语
将生产线整体变频控制与改造后,生产线电机所需转速由电机直接给出,避免了转矩传递损失,既可实现电机联动控制,又可分别调速控制,整条生产线可由其统一指挥,有序工作。我们相信,随着交流变频控制系统及通讯技术的发展和完善,交流变频传动系统以其技术先进、调速范围宽,调速性能好,节电,操作方便等优点在新型造纸机上的应用越来越广泛!
参考文献:1、安邦信变频器G9系列使用说明书 深圳市安邦信电子有限公司