一、伺服技术
交流伺服系统按其采用的驱动电动机的类型来分,主要由两大类:交流永磁同步伺服驱动系统及交流异步伺服驱动系统。交流异步伺服驱动系统由于所采用的感应式异步电动机结构坚固、能够适应较差环境、制造成本相对低廉。因此,具有更好的发展前景,是未来伺服技术的发展方向之一。
随着市场竞争的日趋激烈,用户对所需产品提出了更高的技术和更合理的性能价格比的要求。伺服系统以其出色的性能完成了对产品的加工过程、加工工艺和综合性能的改造,目前在工业领域中得到了广泛应用。
二、技术进步造就了效率提高和能源的节省
大连安迪数控技术有限公司07年创立,是由留日海归博士和国内自动化学者共同投资组建的高新技术企业。公司位于大连市高新园区海外学子创业园。是一家专门从事于交流永磁同步伺服系统和交流异步伺服系统研发、制造、销售和服务为一体的自动化控制企业。公司为客户提供完美的解决方案。现已将交流异步伺服控制器产品,成功推广、应用到机床、油田机械、电梯、塑料机械等行业,为客户赢取了显著经济效益。
在产品的推广过程中,我们深切体会到,企业效益升级的根本来自于其自身产品技术含量的提升。安迪伺服解决方案为用户产品提高了技术含量,并充分带动了客户产品的生产效率、系统传动效率和原材料使用效率,带来了对产品安装、调试、维护的节省,以及最终用户能耗成本支出的节省。
三、塑料机械行业应用案例
螺旋挤出机械对电机系统的要求是低转速、大扭矩输出。然而,目前螺旋挤出机械普遍采用的电机系统是由电机、变频器及减速机构组成,存在效率低、调速范围小、耗电大等缺点。安迪数控技术有限公司采用交流异步电机的伺服控制技术,对塑料吹膜机的螺旋挤出电机系统进行了改造,弥补了变频器低速性能的不足,为此类机械的产品升级换代提供了一种创新的思路和解决方案。
(一)螺杆挤出电机系统的结构
安迪伺服电机系统采用低速、大扭矩电机和安迪伺服控制器取代原有的电机和变频器,取消了原有传动机构中的减速机,使系统机械结构得到简化。
(二)技术创新点
1.塑料螺旋挤出机械的主轴转速较低,一般在0~160rpm左右。使用普通电机,需要1:10以上的减速机构。安迪公司特别研发的低速大扭矩电机采用增加电机极数、降低电机基频的方法,使电机的额定转速降到200rpm以下,而电机的输出转矩大幅度提高,因而可以减小或取消减速机。为防止故障堵转损坏电机,保留了一级皮带或链条传动。
2.变频器调速在电机的基频点是效率和输出转矩的最高点,根据其特征曲线,在基频以下输出转矩和效率都在下降,因此为在低速时保证足够的输出转矩,必须加大电机功率。而安迪伺服控制器在电机基频以下保持恒转矩输出,具有三倍额定以上转矩的过载能力。因而安迪的伺服控制系统可以以较低的额定转速到零转速之间都保证输出转矩不小于额定转矩。根据变频器控制低速时电机的转矩下降曲线,伺服控制器可以将电机功率减小到变频控制的1/2~2/5。
3.如果使用变频器驱动低速大扭矩电机,由于其调速范围小,低速转矩不足,在低频时工作状态不良。在低于8Hz的情况下,力矩明显不足。而安迪伺服控制器具有0~400Hz的调速范围,且低频力矩特性良好,可在低速时平稳精确的控制电机。对于吹膜机等对薄膜厚度有严格要求的设备,可以精确控制电机的转速,从而达到膜的厚度均匀一致。与变频器相比具有很大的技术优势。
(三)经济及社会效益分析
1.通过广泛比较,安迪伺服控制系统的成本与所取代的系统成本基本持平或略高。
2.由于取消了减速机,节约了钢铁材料、减少了铸造和机加工工序、减化了安装调试过程、降低了机械的维护成本。
3.节约能源,节电率达30-40%,节电的费用对于产品的最终用户有较大的吸引力。按上述改造案例进行成本分析,电机功率减小7.5kw,按耗电量减少5kw计算,每小时5度(kwh)电,一天节电120度(此类机械需要预加热过程,故连续生产最为经济)。按工业用电0.75元/度计算,一天节电费用90元;一个月按25天计算,每月节电费用2250元。一个月的节电费用已完全可以收回因采用伺服控制的电机系统所增加的成本,以后的节电费用便可以大大降低用户的生产成本。
(四)结论
1.电机功率减小,节约电能效果明显,用户的使用成本降低。
2.机械结构简化,节省了金属材料;操作简化,降低了维修成本。
3.控制范围增大,控制精度提高,控制电机效率提高。
4.产品质量得到稳定控制,提高塑料挤出机械的产品档次。。
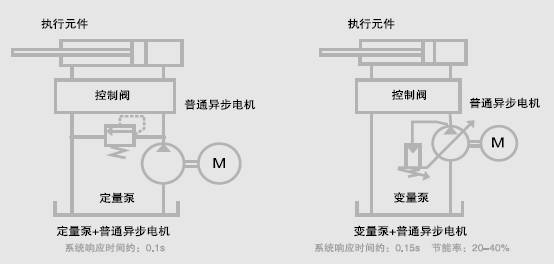
四、注塑机(中空成型机、橡胶机械等)传统的液压系统改造案例
采用全电机驱动以及变频、伺服、PLC控制技术,相比传统的液压系统,控制更加精密、生产更加高效、能源更加节省,而且环保。已经成为未来的一种趋势。
改造前后系统构成对比:

优点:
创新: 全新伺服驱动理念配备旋转编码器与压力传感器,分别对流量与压力进行监控与反馈,依据反馈信息,高性能同步伺服电机通过改变转速和扭矩对流量与压力进行相应调整,从而确保产品质量与精度。
稳定: 全闭环控制
经济: 与传统液压机相比,节能率达到20-60%
人性化: 可通过LCD 显示屏实时监测生产进程,并显示各种故障诊断,提高自动化程度及缩短了单位生产周期。
响应速度快: 永磁交流伺服电机仅需0.05秒即可达到最大输出量。
噪音低:可使设备处于低噪音运行状态,在低速运行时,效果更为明显。
产品质量稳定、降低废品率:响应快速、性能稳定的全电动压力控制系统,配备了精度高、反应灵敏的压力反馈装置,形成高精密闭环控制,有效保证了生产制品的稳定性与重复度。
提高生产效率:驱动系统响应灵敏迅速,仅需0.05秒即可达到最大输出量,响应速度远快于传统液压系统,从而显著地缩短了成型周期,生产效率得到大幅度提高。
节能与绿色环保:全电动驱动取代液压驱动,可大幅降低机器能耗,全电机驱动无漏油及油气污染,绿色环保。
