
实用IGBT焊接电源方案及炸管对策!逆变电焊机=逆变焊接电源+焊接装置。只要做好逆变焊接电源,那么系列产品就迎刃而解。影响逆变焊接电源可靠性的主要问题是“炸管。为了研究“炸管“!
首先分析逆变焊接电源的构成原理:
可以概括为:一个“桥路 “,和二个“回路“。
1.1一个“桥路 “;选取的方案有硬开关及软开关电路,目前比较有实用价值的软开关电路叫有限双极性,但本人认为其电路有一臂是软开关,而另一臂是更加硬的硬开关,更易“炸管“!商品机当前不易采用!
1.2“桥路 “有H型全桥“----时代、奥太、威特力、瑞凌等品牌采用。
“半桥“----威特力、瑞凌等品牌采用。
“单端”----以前一烘而上时期流行过,现今很少采用。
1.3“桥路 “的吸收电路----繁杂的R.C.D吸收电路,往往是“炸管“的重要诱因!
二个回路,1.是主电流回路----从整流泸波、逆变桥路、主变压器、二次整流、输出电感、负载电弧。
2. 是控制回路----从输出取样、运放(PI)、脉宽调节器(PWM)、驱动电路、控制功率开关元件IGBT.
在选择焊接电源方案首先要防止炸管,让IGBT工作得更好!
我个人的观点;主电流回路引发“炸管“----是回路杂散电感与快速开关电流引发的”过压”。
控制回路引发“炸管“----是控制不良使IGBT运行轨迹超出它的安全工作区而损坏。
主回路的分布电感Ls及快速变化的电流di/dt引起铃振产生高压。主变压器的漏感也会引起极大冲击电流。实际上主要解决结构及主变的工艺,以及直流供电源(535V)有良好的高频通路。
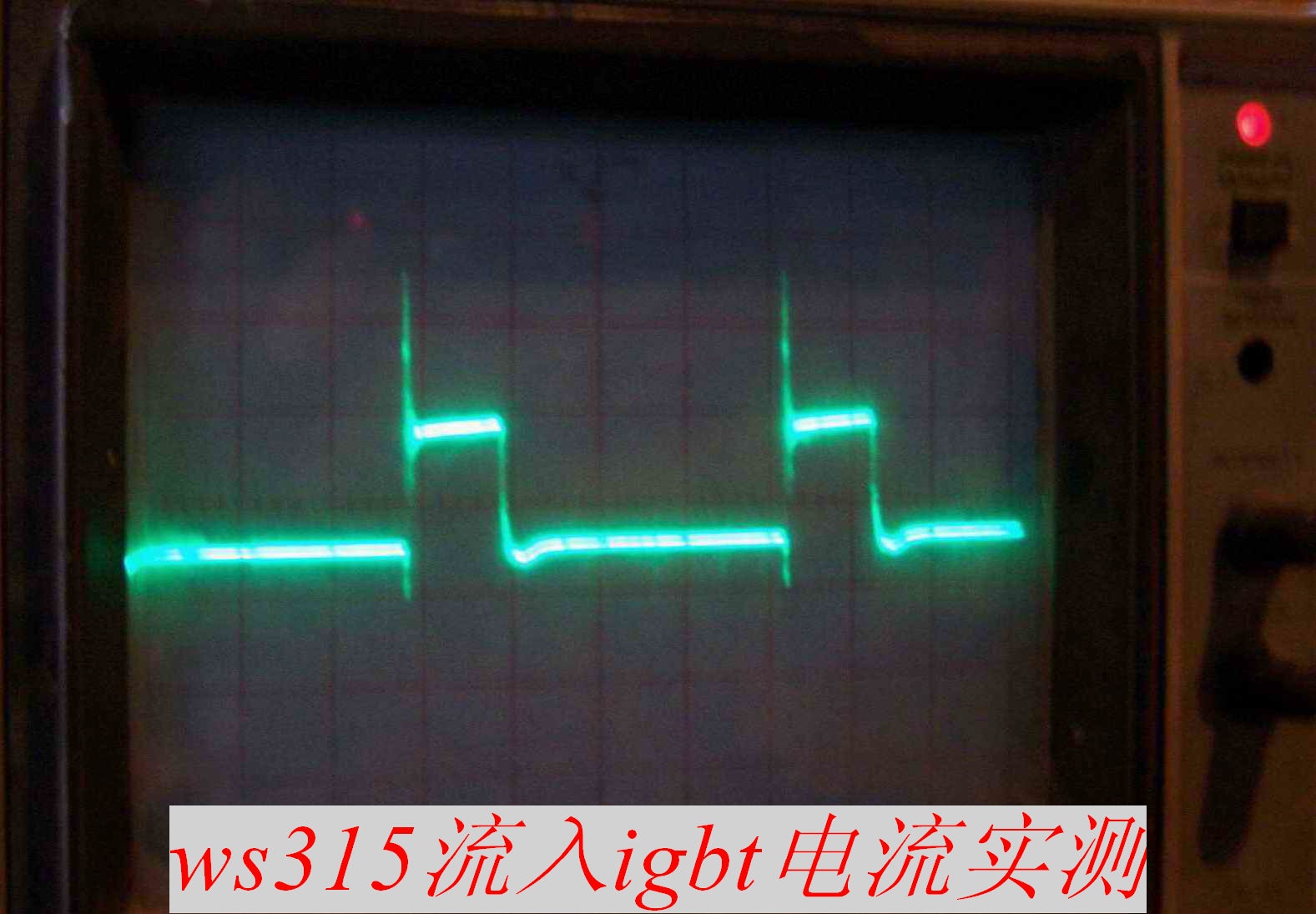
电源的滤波电路:以往用电解电容,但电解电容在高频下阻抗有毫欧级,发热老化,应是“炸管“重大原因!并联CBB电容可提供高频电流通路,但许多焊机并联的电容只有100n或474,几乎杯水车薪 不起作用!实用应并CBB61.10- 70微法~450V,有良好效果。
滤波良好的电流波形顶端线条较细(照片用闪光灯变粗)
主变压器的方案:
S1-初级导线总截面积,S2-次级导线总截面积,对次级全波整流电路,则S2=1.41S1为最好方案。磁芯用EE128,窗口柱长,漏感小,是WS315机型最合理选择.ZX7-400则首选非晶环!用UF66这类磁芯比较适宜于半桥电路!实际上主变压器是整机可靠性关键,大多数波形不良的机器调正线路上元件毫无意义!所以节省别处也决不要省主变压器。

上图为典型不良驱动波形!驱动前沿不快!
上冲尖角表示驱动有漏感(脉冲变压器差)!
顶降为能量不足。
实用IGBT焊接电源方案及炸管对策!逆变电焊机=逆变焊接电源+焊接装置。只要做好逆变焊接电源,那么系列产品就迎刃而解。影响逆变焊接电源可靠性的主要问题是“炸管。为了研究“炸管“!
首先分析逆变焊接电源的构成原理:
可以概括为:一个“桥路 “,和二个“回路“。
1.1一个“桥路 “;选取的方案有硬开关及软开关电路,目前比较有实用价值的软开关电路叫有限双极性,但本人认为其电路有一臂是软开关,而另一臂是更加硬的硬开关,更易“炸管“!商品机当前不易采用!
1.2“桥路 “有H型全桥“----时代、奥太、威特力、瑞凌等品牌采用。
“半桥“----威特力、瑞凌等品牌采用。
“单端”----以前一烘而上时期流行过,现今很少采用。
1.3“桥路 “的吸收电路----繁杂的R.C.D吸收电路,往往是“炸管“的重要诱因!
二个回路,1.是主电流回路----从整流泸波、逆变桥路、主变压器、二次整流、输出电感、负载电弧。
2. 是控制回路----从输出取样、运放(PI)、脉宽调节器(PWM)、驱动电路、控制功率开关元件IGBT.
在选择焊接电源方案首先要防止炸管,让IGBT工作得更好!
我个人的观点;主电流回路引发“炸管“----是回路杂散电感与快速开关电流引发的”过压”。
控制回路引发“炸管“----是控制不良使IGBT运行轨迹超出它的安全工作区而损坏。
主回路的分布电感Ls及快速变化的电流di/dt引起铃振产生高压。主变压器的漏感也会引起极大冲击电流。实际上主要解决结构及主变的工艺,以及直流供电源(535V)有良好的高频通路。
电源的滤波电路:以往用电解电容,但电解电容在高频下阻抗有毫欧级,发热老化,应是“炸管“重大原因!并联CBB电容可提供高频电流通路,但许多焊机并联的电容只有100n或474,几乎杯水车薪 不起作用!实用应并CBB61.10- 70微法~450V,有良好效果。
滤波良好的电流波形顶端线条较细(照片用闪光灯变粗)
主变压器的方案:
S1-初级导线总截面积,S2-次级导线总截面积,对次级全波整流电路,则S2=1.41S1为最好方案。磁芯用EE128,窗口柱长,漏感小,是WS315机型最合理选择.ZX7-400则首选非晶环!用UF66这类磁芯比较适宜于半桥电路!实际上主变压器是整机可靠性关键,大多数波形不良的机器调正线路上元件毫无意义!所以节省别处也决不要省主变压器。
上图为典型不良驱动波形!驱动前沿不快!
上冲尖角表示驱动有漏感(脉冲变压器差)!
顶降为能量不足。
IGBT有效安全工作电流大打折扣!(估计5折)很易炸管。
开关频率高,耐冲击电流大,但稳态总损耗也大。这是矛盾!
由于IGBT关断拖尾电流造成开关过程的最重损耗,所以工作频率在20-30KHz合适。
目前,IGBT的技术进步很快,据报导;无拖尾的IGBT己试制成功。
将来会有更加安全工作的IGBT供焊机应用。
早年我们使用IGBT炸管极多,很多老型号的60-100有时关机就坏!
几乎不能测耐压,图示仪打耐压一到拐点就永久失效。选新型号的IGBT要选Ices大一些。列几个供参考;
BSM50GB120DN2------Ices=0.8---3.5mA
SKM75GB128D------Ices=0.1---0.3mA
FGL60N100BNTD-----Ices=1mA
一般二手的igbt最好别用!!