引言
门式起重机作为一种大吨位拖动安装机械,其在工业安装祖业中得到了广泛应用,从而大 大降低了工作强度,提高了工业生产能力和工作效率。对于门式起重机的研究始于上个世纪80年代[1],受当时科研水平,金属材料的限制,生产出的门式起重机笨重粗大,作业精度很差,往往只能实现较为简单的起升搬运作业。到了90年代以后,对于门式起重机的研究偏向注重安装便捷、工作可靠和节能环保等,并提出了一系列的方法,如电动机转子电路串电阻调速、晶闸管定子调压调速等方式,取得了一地的成效,但不可避免地存在着一些问题,如功率损耗过大、低速机械特性偏软等。
plc是近几年来发展起来的一种新型技术,由于其结构简单,编程方便,特别是在现代工业生产和设备制造业中得到了广泛应用。
2 传统起重电力拖动系统介绍
2.1转子电路串电阻调速
绕线式异步电动机转子电路串接不同电阻时的机械特性如图1所示。
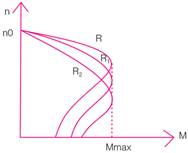
图1 电机电路串接不同电阻的机械特性
如上图所示,电阻r2>r1>r,当负载转矩m相同时,转速n随着电阻的增大而减小,或者说串接电阻后电机同步转速n和最大转矩的mmax不变,转差率s增大,转速n降低。这种方法的优点在于可改善点击的起动特性,可方便控制工作速度,简单可靠,维护方便;缺点也很明显:不能实现连续调速,冲击过大,在串接电阻上消耗很大,工矿时调速困难,低速机械特性偏软[2]。
2.2晶闸管定子调压调速
晶闸管调压调速是一种较为先进的调速方式,其特性曲线如图2所示(红线表示2.1倍点击额定电流时等电流曲线)。
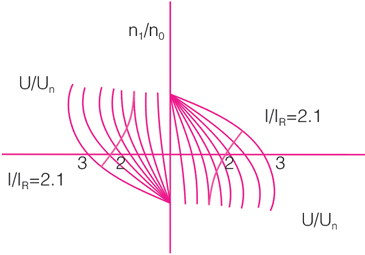
图2 晶闸管定子调压调速特性曲线
如上图所示,晶闸管定子调压调速能实现平滑调速,低速特性较好,调速范围也较大,可达到1:10,升降均可调速,但其串接电阻消耗过大,发热量较大,维护不方便[3]。
3 起重机变频调速传动系统
传统的调速方法普遍存在速度稳定性较差,不能长时间低速下降负载,能耗高等缺点。全频调速系统作为一种先进的调速方案,它调速方便,精度高,现在广泛应用与起重机上。
3.1变频调速的原理
变频调速原理系统如图3所示。
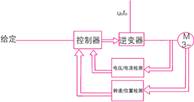
图3 变频调速系统原理图
如上图所示,控制器接收给定值和电流电压以及转速位置检测反馈量(开环控制时可以无转速传感器),运用相应的控制算法控制逆变器中的功率器件管段时序从而时逆变器输出一定频率达到调节m转速的目的[4]。
3.2门式起重机系统对变频调速的要求
和其他系统相比较而言,起重机控制调速要求比较粗,基本要求是能够停稳、停准,调速要求较高的起重机和工作机构通常要求有几个档的较稳定调速[5]。由于起重机工作室负载变化较大,所以对调速机械特性硬度要求较高,各档位之间的切换要平稳,不能造成过大冲击,灵位,对于安全系数即可靠性要求较高[6]。
4 基于s7-300plc控制系统
4.1门式起重机整机电气系统
采用变频调速的门式起重机整机电气控制系统图如图4所示。

图4 整机电气控制系统图
如图,整个系统采用两个起升电机,一边一个,由两个锥形转子驱动。它们均采用星三角起动(同时起动),有接触器控制,速度只有一档。在起升过程中,两边高度出现误差超过范围时,由控制器判断控制一电机,改变为星星接法,改变机械特性,微调起升速度达到消除误差的目的。拖动机构由量小车电机组成,两电机均通过两变频装置驱动,采用变频调速方式进行调速,轴上安装有编码器,当出现运行偏差时,由控制器对电机进行同步微调。

图5 s7-300plc结构和总线连接器
图6 s7-300plc接口连接图
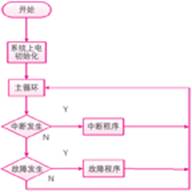
图7 系统主控程序图
4.2 s7-300plc在控制器中的应用
4.2.1 s7-300plc简介
s7-300plc是西门子公司出品的一种通用型plc,它可以用于自动化工程的各种应用场合,在生产制造业中的用途尤为广泛。由于其模块化、无风扇结构,易于实现分布式配置和易于掌握等特点,它已然在汽车工业,各类机床,包装工业等领域成为了一种经济又切合实际的方案[7]。
图5是s7-300plc的结构和总线连接器。
s7-300plc由多种模块部件组成,不同功能的模块组合在一起安装在din导轨上,是控制功能更加强大,可以满足不同的应用需求。背板总线集成在各模块上,通过总线连接器插在模块背后,是背板总线量程一体。
4.2.2 s7-300plc在控制器中的应用
s7-300plc接口连接图如图6(包括中央机架和扩展机架)所示。
图中fm350是一种高性能的计数功能模块,可以用来计数和测量。对于fm350应用到控制器中时,要将脉冲电源等级开关打到正确位置,还要对其进行软件配置。
4.3 s7-300plc控制的流程分析
根据门式起重机工作流程和作业要求,控制流程应该由以下几个流程图组成(见图7~图11)。
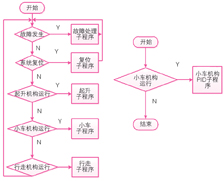
图8主循环图和循环中
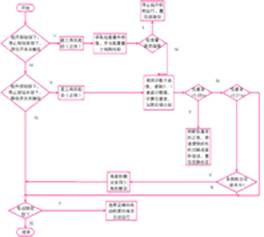
图9 起升机构程序流程图
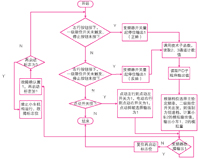
图10 小车机构流程

图11 行走机构程序流程图和pid子程序流程图
5 结论
本文首先分析了传统起重机调速的特点,总结提出了传统方法的缺陷和不足,接着简要论述了变频调速技术,最后详细介绍了如何将s7-300应用到起重机控制系统。
门式起重机系统中以s7-300plc为核心,结合传感器和一些低压控制装置共同组成了整机的控制系统,控制准确,反应灵敏,操作简单,成本适中,适合大规模生产。
作者简介
程玉凯(1987-) 男 在读硕士研究生,研究方向为供电安全及智能电器。
参考文献
[1]王欣,高顺得.大型吊装技术与吊装用起重设备发展趋势[j].石油化工化工建设,2005(1):58-62.
[2]吴双玉.串级电阻调速在起重机中的应用[j].物流技术,2005(3):20-25.
[3]张德裕.起重机定子调压调速技术[j].起重机运输机械,1998(11):30-32.
[4]马寅.起重机的变频调速[j].起重机运输机械,2007(12):18-19.application. industrial electronics, 2009.isie’99. proceeding of the ieee international symposium on volume3,12-16 july 2009 page(s):1485-1461 vol.3.
[5]singnose w.e, towell s.t.double-pendulum gantry crane dynamics and control. control applications,2008.proceedings of the 2008 ieee international conference on volume2,1-4 sept,2008 page(s):1205-1209 vol.2.digital object identifiers 10.1109/cca.2008.72165.
[6]西门子公司.s7-300标准功能参考手册[z]. 西门子公司,2002(12).
