
1 引言
根据工件加工的需要,以独立的通用的部件为基础,配以部分专用部件组成的专用机床,称之为组合机床。回转工作台式组合机床是多工位组合机床的一种,它通过回转工作台进行加工工件的输送,夹具安装在工作台面上,被加工工件一次装夹后,从一个工位输送到下一个工位,工作台转一周,即完成在该机床上的全部加工工序。并且,装卸工件的辅助时间与机床的加工时间是重合的。本组合机床全称为回转工作台式六工位组合机床,有一个上下料工序、五个加工工序,分别为:上下料工序;铣端面工序;钻中心孔序;钻的盲孔工序;钻通孔工序;扩孔工序。组合机床外形参见图1所示。
图1 组合机床外形案例图片
2 系统控制说明
本组合机床控制系统主要采用siemens s7-200系列plc和西门子触摸屏ktp-178micro构成,plc完成整个机床的信息采集、信息处理、各种驱动的控制等功能,人机界面完成智能化的后台管理、各轴加工参数的设定、信息监视等功能。
2.1 系统控制主要部件清单(见表1)

2.2 系统控制主要部件介绍
cpu226是siemens公司生产的s7-200系列中性能最高端的cpu模块,本机集成24输入/16路输出数字量通道,六个高速计数器,2个20khz的高速脉冲输出,最大可扩展7个模块,两个通讯端口。
cpu221是siemens公司生产的s7-200系列中的低端cpu模块,本机集成6输入/4路输出数字量通道,4个高速计数器,2个20khz的高速脉冲输出,不可以扩展模块,一个通讯端口。
em223是siemens公司生产的s7-200系列中数字量混合模块, 4输入/4路输出数字量通道。
ktp-178micro是siemens公司根据国内用户使用习惯和需求而专门开发的人机界面, 是一款性价比较高的人机界面。
步进电机是采用研控自动化科技机电有限公司推出的系列产品,配套yka2404ma细分驱动器,最高细分数为200。主轴电机采用三相异步电机。气缸采用smc系列。
2.3 系统控制架构(图2)
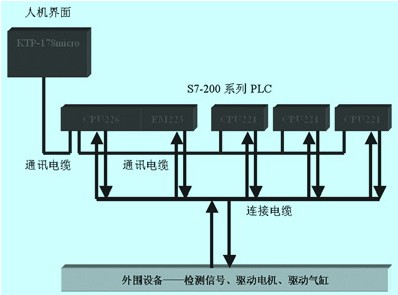
图2 系统控制架构
2.4 系统控制主要特点
(1) 输入信号的处理:本套机床的检测信号有:回转工作台用机械式形成开关、气缸用磁环开关、滑台用磁性开关,这些信号的采集利用plc的通用数字量输入信号作为信号采集处理。
(2) 输出信号的处理:步进电机单元,利用plc本身集成的高速脉冲信号作为步进电机驱动器驱动信号,每台plc集成两通道高速脉冲信号,本套系统有四台plc主机,最多可控制八轴驱动,控制采用脉冲+方向的控制方式。三相电机单元,利用plc本身集成的通用数字量输出信号作为电机驱动控制信号。气缸单元,利用plc本身集成的通用数字量输出信号作为气缸驱动控制信号。
(3) 人机交换:本套机床的加工参数通过上位机触摸屏来完成,操作人员根据加工需要可以更改相应加工参数。本套机床可通过上位机触摸屏进行机床的手动控制与自动控制,如:电机的运行、气缸的动作、滑台的点动运行。可通过触摸屏察看设备信息,察看设备信号是否正常。
2.5 系统运行模式
单机运行,通过触摸屏操作机床。该模式下又可实现单轴加工、全自动加工两种加工方式。
联机运行,通过终端调度软件给机床上下料,控制组合机床。
3 软件设计
本套系统采用了ktp-178micro触摸屏一台、cpu226一台、cpu221三台,cpu226作为系统的主站。ktp-178通过cpu226的port1口进行数据的读写,cpu226作为ppi主站通过port0口与下位机的三台cpu221进行数据的读写。所用到s7-200的主要控制命令有:网络读写命令(实现cpu226与三台cpu221之间的通讯、高速脉冲输出(实现步进电机的控制)、高速计数(实时读取各个进给轴的坐标),本套系统最大可控制轴数为八轴,为了方便与其它设备联机作业,该系统在控制架构设计上增加了联机接口。
3.1 网络读写指令
网络读指令(netr)初始化通讯操作,通过指令端口(port0)从远程设备上接收数据并形成表;网络写指令(netw)初始化通讯操作,通过指令端口(port0)向远程设备写表。
本套系统中,cpu226定义为2#主站,其它三台cpu221分别定义为3#从站、4#从站、5#从站。
本套系统中利用了网络读(netr)三项,共有三十个字节。(见表2)

本套系统中利用了网络写(netw)指令三项,共有二十六个字节。(见表3)

在cpu226中通过向导功能进行网络读写的配置,此配置可在ob1主程序进行循环调用,也可通过中断的形式调用。
ld sm0.0
call net_exe:sbr8, 0, m7.0, m7.1
3.2 组合机床的联机接口定义(见表4)

该组合机床有单机/联机运行功能,并对联机运行时提供了i/o接口定义。
s1为电平信号,上位机通知机床回零,回零结束时上位机收到机床就绪信号,再切断该信号。
s5为电平信号,上位机通知机床全自动运行,切断该信号,机床自动运行结束。
s6为脉冲信号。上位机上下料完成时通知机床继续运行。
3.3 高速脉冲输出指令
从站的三台cpu221每台控制两轴的步进电机,利用cpu本身集成的两通道高速脉冲输出信号作为步进电机驱动器的脉冲输出,其脉冲输出频率最高达到20khz,根据各轴加工的特点,其控制程序要求步进滑台在作加工时有以下特点:
零点(原位)→快进(快速)→攻进(慢速)停留→快退(快速 零点(原位)
根据此特点该程序在设计时采用多段pto功能,以下为单轴进给事例程序:
///网络1
ld sm0.0
movb 16#a0, smb77
movw 700, smw178
movb 4, vb700
///网络2
ld sm0.0
movw 1000, vw701
movw -5, vw703
movd 100, vd705
///网络3
ld sm0.0
movw 500, vw709
movw 0, vw711
movd 500, vd713
///网络4
ld sm0.0
movw 500, vw717
movw 15, vw719
movd 200, vd721
///网络5
ld sm0.0
movw 15000, vw725
movw 0, vw727
movd vd524, vd729
atch y轴脉冲完成:int1, 20
eni
pls 1
s q0.3, 1
脉冲发送完成后产生中断:
ld sm0.0
s m0.1, 1
creti
3.4 高速计数指令
由于本套系统为切削加工,同时又有深孔加工工序,其加工深度以及切削速度根据材料、刀具的不同可随时更改,为了快速、准确地对刀并减少刀具磨损,在软件设计上增加了深孔加工时的循环加工次数、滑台的绝对坐标标定等功能。循环加工:由于刀具磨损、刀具摩擦发热,在进行深孔加工时需采用循环加工方式,此套软件严格遵循加工标准进行深孔加工软件设计,即减少了进刀时间,又排除了深孔加工排削难的问题。坐标标定:每次更换刀具、工件后都要进行对刀调试,该软件设计利用s7-200的高速计数功能实现了此项功能。
///网络1判断运行方向分别计数
ld sm0.0
lps
a q0.2
lps
ad= vd4, 0
movd hc0, vd0
movd vd0, vd8
lpp
ad<> vd4, 0
movd hc0, vd8
lpp
an q0.2
movd hc0, vd4
///网络2将计算结果反馈给cpu226,并通过串口反馈给触摸屏
ld sm0.0
lps
ad<> vd4, 0
lps
ad> vd8, vd4
movd vd8, vd12
aeno
-d vd4, vd12
aeno
movd vd0, vd16
+d vd12, vd16
lpp
ad< vd8, vd4
movd vd4, vd12
aeno
-d vd8, vd12
aeno
movd vd0, vd16
-d vd12, vd16
lpp
lps
ad= vd4, 0
movd vd8, vd16
lrd
movd vd16, vd20
/d +8, vd20
lpp
movw vw22, vw106
3.5 软件流程(图3)
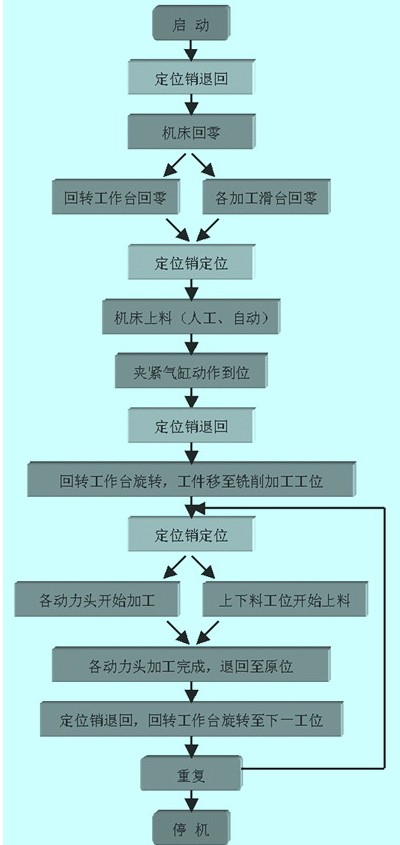
图3 软件流程
4 结束语
该组合机床一经推出,已经得到大量用户的认可,并投入使用,运行稳定,高速,成为了我们公司的利润产品。原来的多路高速脉冲输出控制多轴步进的功能一直是日系plc的主要强项,而西门子如果通过更大型的plc来实现的话,在这类机器里的成本又过高。现在采用的s7-200的联网实现了多路高速输出功能,成本还低于日系的plc,可以说欧美plc的强大数据处理方面的功能在这个组合机床的oem设备市场得到了最好的应用,对我们用户来说,既节省了成本,功能上又大大增强。
随着工业自动化的不断发展,高品质的自动化产品和方便快捷的组网实现更复杂的功能,将使自动化进入一个新的发展阶段。总线和网络技术、人机界面等产品将在工业和生活中得到越来越广泛的应用。西门子高品质的自动化产品和完整的解决方案,为满足机床自动化的各种需要提供优秀的技术平台。