
渗碳过程工件质量主要取决于对温度的控制,当今市场中温度控制" title="温度控制">温度控制成型的产品均以单片机为控制器" title="控制器">控制器。由于一般单片机的速度比较慢,更重要的是其ROM和RAM空间比较小,不能运行较大程序,而基于多任务的操作系统需要的任务堆栈很多,需要的RAM空间很大,故其在发展上受到了很大限制。其欢在开发环境上,DSP需要开发用的仿真器,其价格比较贵,因此本设计排除了使用DSP。ARM" title="ARM">ARM系列的ARM7TDM1核嵌入式处理器目前应用得较多,价格比较低,性价比较好,还有免费的开发工具ARM SDT,再配以简单的JTAG仿真器,就可以运行嵌入式开发,因此本设计选用韩国三星公司的S3C44BOX芯片作为主控制器。
1 Samsung S3C4480X芯片简介
Samsung S3C44BOX微处理器采用0.25μm CMOS工艺制造,特别适合应用于对成本和功耗敏感的场合。所有的S3C44BOX都采用新的总线结构——SAMBAⅡ(Samsung ARM CPU嵌入式控制器总线结构)。S3C44BOX最突出的特点是其CPU核采用ARM公司的16/32位ARM7TDMI PISC结构(主频为66MHz,最高可达75
MHz)。ARM7TDMI系列扩充包括Thumb协处理器、片上ICE中断调试支持和32位硬件乘法器。S3C44BOX通过在ARM7TDMI内容的基础上扩展一系列完整的通用外围器件,使系统费用降至最低,免除了增加附加配置的需要。集成的片上功能描述如下:
·在ARMTTDMI的基础上增加8KB的Cache;
·外部扩充存储器控制器(FP/EDO/SDRAM控制,片选逻辑);
·LCD控制器(最大支持256色的DSTN),并带有一个专用DMA通道的LCD控制器;
·2个通用DMA通道,2个带外部请求管脚的DMA通道;
·2个带有握手协议的UART,1个SIO;
·1个多主机I2C总线控制器;
·1个ⅡS总线控制器;
·5个PWM定时器及1个内部定时器;
·看门狗定时器;
·71个通用可缩程I/O口,8个外部中断源;
·功耗控制模式:正常、低、休眠和停止;
·8路10位ADC;
·具有日历功能的RTC(实时时钟);
·带PLL的片上时钟发生器。
采用S3C44BOX开发的通用嵌入式系统原理框图如图l所示。

2 炉温控制系统的硬件设计
温度控制系统采用三相可控硅调电压法调节温度,整个系统采用韩国三星公司的S3C44BOX(16/32位)作为主控制器,并采用Casio的CMD520TTOO-Cl型LED显示,触摸屏为阿尔卑斯电气(Alps E1ectrie)株式会社的ALPS 9,此外还有一个通信串口、A/D转换器、存储器Flash ROM、SDRAM、3个三相可控硅等。外部CPU晶振为8MHz,系统内部时钟为66MHz。系统硬件原理框图如图2所示。

2.1 存储器
本设计中的程序存储器选择一片2MB×l6位的Flash(SST39VFl60)和一片4M×l6位的SDRAM(HY57V65160B)。其存储器电路连接图如图3、图4所示。
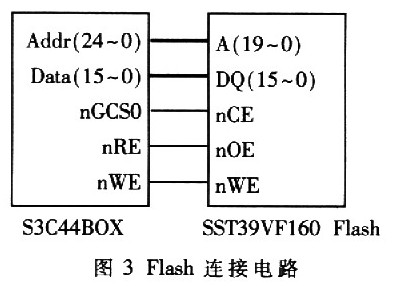
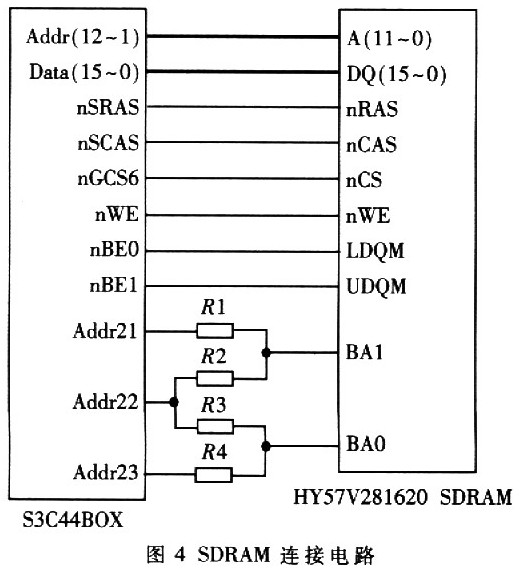
如图3所示,处理器是通过片选信号NGCSO与片外Flhsh芯片连接。由于是16位Flash,所以CPU的地址线A1~A20分别与Flash的地址线A0~A19连接。如图4所示,SDRAM分为4个Bank,每个Bank的容量为1M×l6位。Bank的地址由BAl、BA0决定,00对应Bank0,0l对应Bankl,lO对应Bank2,11对应Bank3。在每个Bank中,分别用行地址脉冲选通RAS和列地址脉冲选通CAS进行寻址。本设计中还设置了跳线,可以为用户将内存容量升级至4×2M×l6位。具体方法:使SDRAM的BAO、BAl分别接至CPU的A21、A22和A23脚。SDRAM由MCU专用SDRAM片选信号nCS选通。
2.2 串行口接口电路
本设计中内部数据通过并行总线到达发送单元后,进入FIFO对列,然后再从发送移相器通过TXDn引脚发送出去。但是为了与计算机通用串行口兼容,还需要使用MAX3232芯片将3.3V的TTL/CMOS电平转换成与普通串行口兼容的信号后,用于与外设进行通信。数据接收的过程刚好相反,外部串口信号需先经MAX3232做电平转换,然后由RxDn进入接收移相器,经过转换后放到接收FIFO对列中,最后到达数据总线,由CPU进行处理或直接送到存储器中(DMA方式下)。串行口接口电路如图5所示。

2.3 人机界面显示设计
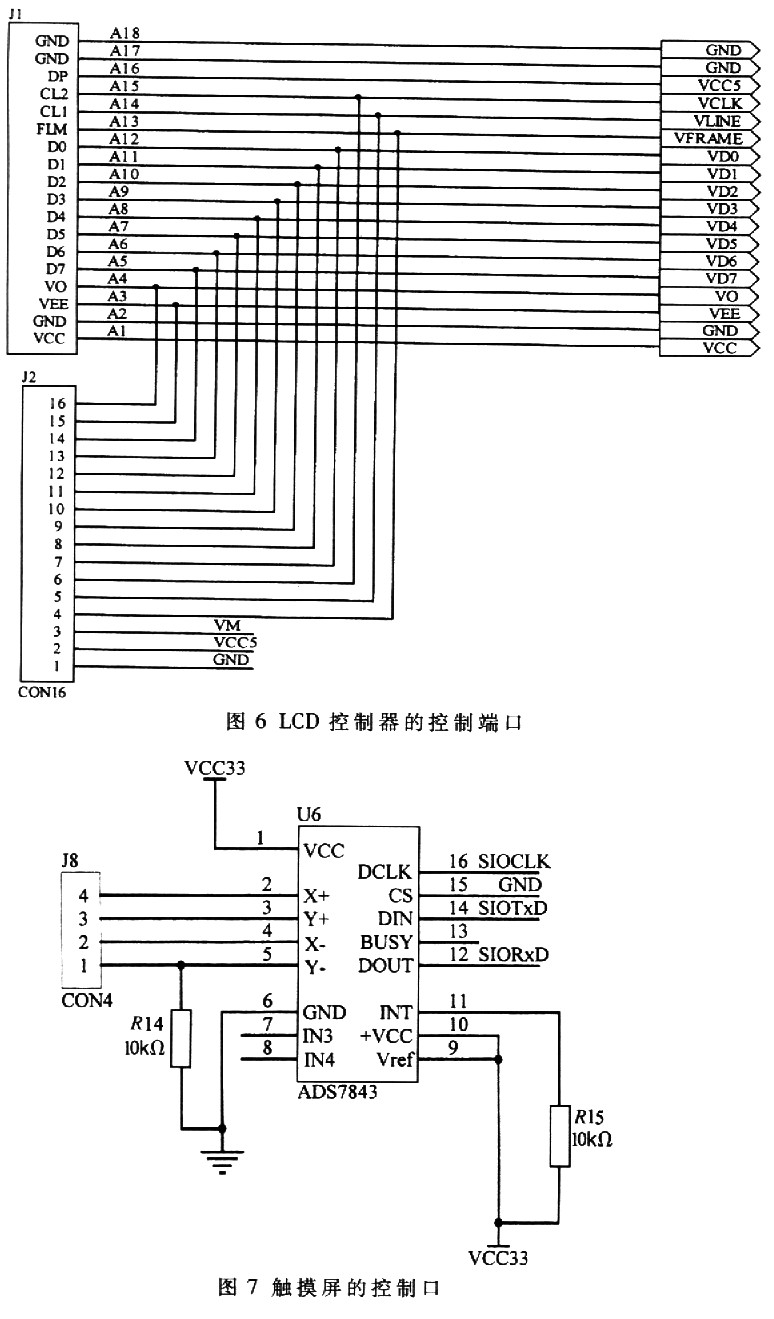
由于S3C44BOX内部有LCD控制器,故选择不带驱动器的液晶。本设计选择日本卡西欧(Casio)的CMD520TT00-C1型LCD(STN类型),256色.5.1英寸,320×240像素,其电源电压3.3V,因此可直接和S3C44BOX相连。其LCD控制器端口如图6所示。
触摸屏选为阿尔卑斯电气(Alps Electric)株式会社的ALPS LFUBK909 STN,四线电阻式触摸屏,320×240点。5.2英寸。其与控制器的端口接线如图7所示。
2.4 信号放大电路设计
热电偶信号经多通道转换开关4051至由三个运算放大器组成的差动放大电路,放大器采用低失调电压、电流、高输入电阻的5G7650。在放大电路部分采用数字电位器为50kΩ的X9312进行多量程转换。差动放大电路如图8所示。

2.5 PWM定时器接口
本设计采用PWM脉冲发送给三相可控硅信号来控制晶闸管的关断,通常是通过输入通道将温度传感器感受到的被控对象(当前温度)转变为数字量并输入到控制器中,控制器求出输入的当前温度值与设定值的偏差,并根据该偏差进行自适应的模糊,PID运算,最后根据PID运算的结果,通过功率调节电路改变给定周期内加热丝的通电时间来实现对温度的控制。用PWM输出脉冲调节功率的实质是利用占空比的调节来改变加热丝的平均功率。功率调节电路是控制系统的执行机构,要求能根据
需要对输出功率进行精确的调节,它是系统中最关键的组成部分之一,也常常是故障率最高的部分。
这里选用过零调压的方法,因为这样可以减少谐波干扰。由于PWM的频率很大、变化周期很短,故选用PWM脉冲频率为40Hz,占空比为O.8,这样可增加周期长度,进而更加有利于对温度变化的控制。
2.6 热电偶冷端温度测量
由于热电偶的冷端温度随着环境温度的变化而变化,所以需要对热电偶的冷端温度进行补偿。在有的设计中直接在热电偶测温电路中用电桥法补偿,但需要经常校准,比较麻烦。本文实时测量热电偶的冷端环境温度,用软件的方法进行补偿。
用MAX876产生IOV精密电压基准,输出误差为±7mV,配合OP07产生lOmA恒流源,运算放大器工作在开环状态,由于同相端和反相端的压差几乎为零,运算放大器的偏置电流可以忽略不计,所以产生lOmA的电流通过100Ω的铂电阻。查铂热电阻(Ptl00)的分度表可知,0℃为100Ω,加℃为107.79Ω,大约每升高1℃,热电阻的阻值增加为0.39Ω,那么热电阻的电压变化为0.0039V。而s3c44BOX内置10位A/D转换器,基准电压为2.5V,分辨率为0.00244V,所以10位A/D转换器能满足精度要求。具体如图9所示。

冷端温度测量的输出接在S3C44BOX的A/D转换器的AIN0通道上。
2.7 系统时钟与复位电路设计
系统CPU外部晶振频率为8MHz,由于S3C44BOX内部有锁相环,CPU主频可几倍于外部晶振(CPU主频可通过软件设定)。用于系统实时时钟的备用锂(Li)电池电源,系统实时时钟频率为32.726kHz。
系统内部有看门猗电路,可以通过软件设定看门狗时间。但是为了系统的可靠性。设计了系统的硬复位电路,它通过斯密特74hel4触发器复位。
3 温度控制系统的软件设计
3.1 主控模块及其功能
主控模块程序主要由S3C44BOX的初始化程序、定时器的初始化程序以及一个循环控制结构组成。
程序开始执行时,首先设置堆栈指针,建立一个软件堆栈区;由于S3C44BOX的I/O口多为复用模式,因此需要对I/O口控制寄存器进行设置,选择工作方式;程序还需要设置内置看门狗,以保障软件的可靠运行。CPU的高速输出器HSO用于按程序设定的时间产生中断,这就是软件定时器。系统采用软件定时器中断,以定时器1作为时间基准,对HSO寄存器进行设置,同时对外围芯片及触摸屏显示器进行初始化。其程序流程图如图10所示。
3.2 中断服务模块
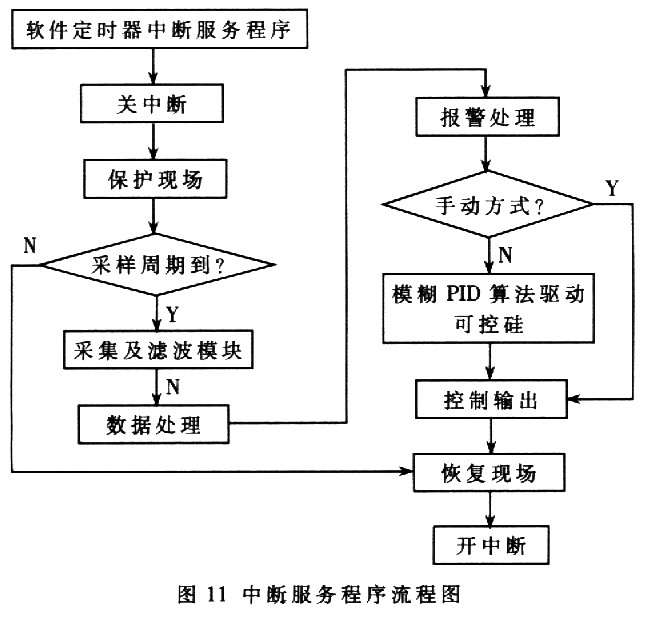
系统中利用一个软件定时器来产生定时中断,它决定了模糊控制算法的采样速率。图11是软件定时器中断服务程序的流程图,该程序是控制系统的核心软件,完成A/D采样、滤波、数据处理、越限报警等任务,同时确定操作方式(手动或自动),根据要求调用相应的控制算法,通过算法获得所要求的控制电压去驱动三相可控硅触发,最后返回主程序。各功能由相应的功能模块来完成。
本课题为辽宁省阜新市阜煤集团热处理分厂的多个温控炉改造项目中的一部分。将本控制系统安装在渗碳炉上,在各种工况下对试件进行渗碳,通过渗碳结果分析,表明完全满足改造要求:(1)温控系统改造后,工作最高温度950℃,炉温均匀性≤±3℃,控温精度≤±1.5℃。(2)加装渗碳部分的自动控制系统,碳势控制精度≤±0.05%。(3)加热器换新,炉衬修复等