摘要:本文介绍了S7-200CN通过USS协议控制MM440变频器来实现速度控制,是一种低成本、高性能的控制方案。
关键词:S7-200CN MM440变频器 USS协议
一、项目介绍
1.简介
宁波金田铜管有限公司是金田集团的全资子公司之一, 现占地5.6万平方米,固定资产1.8亿元,是专业生产各种空调制冷用铜管、环保铜水管及其它铜制品的专业公司。随着空调器制造技术的不断进步,对高效、节能、环保的要求越来越高,从20世纪70年代开始,国外先后开发了使用内螺纹铜盘管和亲水铝箔制作蒸发器和冷凝器的新型空调器。内螺纹管是在光管的基础上经过旋压加工而成的,其与光管相比,可增加热交换面积2-3倍,加之形成的湍流作用,可提高热交换效率20-30%,节能15%,成为新型的换代产品。至20世纪80年代,该项技术已得到普遍应用,在主要铜盘管生产企业,内螺纹盘管的比例一般都大于50%。
苏州奥智机电设备有限公司一直致力于空调用铜、铝管加工设备的研发、设计、制造及服务,为用户提供高性价比的卓越产品。此项目中采用S7-200PLC通过USS通讯协议实现对变频器的速度控制,整个电控系统体系简明,布线简单可靠,控制运行准确平稳,收到了良好的效果。
2.简要工艺介绍
内螺纹管的制造方法目前主要有两种:
1) 无缝铜管旋压成形
2) 带材轧制成形—卷管及焊接
以无缝光面铜管作为母材,旋压成形仍是国内最普遍的内螺纹管生产方法。设备外观如下图:
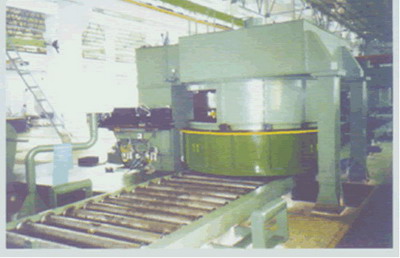
系统主要由四个部分构成,盘拉、旋压、放料、收料。铜管穿过旋压电机内部,当管材在盘拉的牵引下前进时,旋压电机带动其内部的套环高速旋转,套环内的钢球绕铜管滚动,而铜管内衬有带螺纹沟槽的芯头,通过这种高速旋压使铜管内壁金属充分填充芯头沟槽,从而在铜管内壁形成与其齿形相同的螺纹,便称为内螺纹铜管。旋压电机其实是一个高速主轴,目前国内一些铜加工生产企业内的主轴速度大概在24000-35000RPM,主轴速度越高,对应的生产线速度就越高;在国内早期进口的一些设备上有采用磁悬浮高速主轴的,其转速大概在50000RPM,对应线速度可达120米/分。此项目中主轴速度在35000RPM时,变频器对应输出频率需达到583HZ,而MM440最大输出频率为650HZ,仍有一定余量。
生产过程:将螺纹芯头放入铜管内,制头,然后将其穿过导套,高速主轴,由夹钳将管头咬住;启动运行,由盘拉电机牵引管材,高速主轴根据工艺配比,其转速与线速度同步上升,放料、收料也按一定速度比例同步运行,在此系统中盘拉速度是基准。运行到设定圈数,剪切机构将管头剪掉,拉伸速度自动提升,同时管材排放到下部收料筐。当检测到管材尾部时,自动慢行,管尾拉出模孔后,自动停车并回原位等待下一个工作过程。
3.控制系统主要器件
1) 变频器
由于成型机的负载为恒转矩负载,并要求有较大的起动力矩;根据这些特点,此系统选用MM440。
MM440是全新一代可以广泛应用的多功能标准变频器。它采用高性能的矢量控制技术,提供低速高转矩输出和良好的动态特性,同时具备超强的过载能力,能满足广泛的应用场合。具有标准的RS485接口,利用MM440内部的USS标准协议,可方便组成USS串行主—从控制系统,硬件支持高达115.2Kb/s,可构成满足大多数应用场合的低成本、高性能的网络通讯控制系统。同时,可选的PROFIBUS-DP/Device-Net通讯模块,实现了通讯的多样性。
2) PLC
由于系统采用基于USS协议的RS-485串行总线控制方式,S7-200是不二选择。此系统中选用了新型的CPU226 CN,S7-200CN继承了S7-200的优良品质和卓越性能,适用于各行各业、各种场合中的检测、监测及控制的自动化。S7-200CN系列的强大功能使其无论在独立运行中或相连成网络皆能实现复杂控制功能,因此具有极高的性价比。
3) HMI
为了方便对系统的工艺参数,过程参数进行设置或监控,选用了西门子TP170A作为人机界面。
二、控制系统构成
1.硬件配置
电源模块 SITOP 24V/10A 1块
CPU模块 CPU226 CN 1块
开关量输入模块 EM221 CN 2块
开关量输入输出模块 EM223 CN 1块
模拟量输入模块 EM231 CN 1块
人机界面 TP170A 1个
变频器 MM440 4台
2.系统结构
根据以上的选型,组成了如下的控制结构图:

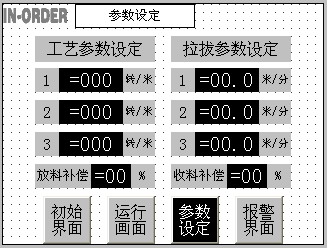
下图为参数设置及监视画面:

3.方案比较
同样的设备,根据用户要求,我们也用S7-300+MM440+DP通讯来实现过;相比之下,此方案通讯速率明显提高,数据采集更实时,但缺点是成本会增加。
三、控制系统
1.USS串行总线的硬件连接
USS总线是基于RS-485的物理接口,单一的RS-485链路最多可连接30台变频器,由于其采用差动电压传输信号,有着很高的抗噪声能力,最远允许传输距离可达1000米,但必须在总线的末端连接终端电阻。MM440变频器每台都附带终端电阻,只需在最末端那台将其连上,PLC侧采用PROFIBUS-DP总线插头,使用时需把插头上的开关打到ON位置,这样实际上就接了“上拉下拉”电阻和发送端的终端电阻,这两个上拉下拉电阻实际上就起到对网络的“驱动作用”。通讯电缆采用西门子PRIOFIBUS总线电缆,有很好的抗干扰性能,同时电缆的颜色也非常好看。
2.USS软件实现
S7-200的编程软件里已附带了USS协议库,使用这些指令可以控制变频器及读写变频器参数。当选择USS协议指令时,会自动添加一个或几个有关的子程序(USS1到USS7),而不需要编程者的参与。实际编程中首先要为USS变量预留400字节的V存储器区域,然后在主程序中调用USS-INIT指令,激活将要控制的几个变频器通讯(注意变频器的地址要和激活的地址相对应);再通过调用USS-CTRL和读写指令来实现相应功能。
3.程序
为了体现程序的可读性,实用性,采用了模块化编程;具体是将程序根据控制对象进行模块化分割,实际分为六个模块:
1) 组织块 用于调用其它五个块
2) 初始化块 用于初始化、使能与MM440的通讯,并对程序内部一些调用的字作初始化
3) 顺序控制块 系统是一个以各个环节检测执行为条件,一步接一步的顺序控制。通过 移位指令可以将机组从启动到停止的整个工作过程贯穿起来,优点是系统过程明晰、一目了然,如果在运行过程中出现问题,根据移位指令中目前所处的状态,可以通过监控很容易地找到问题所在点。
4) 执行块 主要用来控制外部的各种电磁阀
5) 速度控制块 用来控制系统各部分电机运行及速度。通过USS_CTRL指令即可以控制激活的MM440装置,使得程序非常简洁、易读。
6) 显示块 用来存储与HMI通讯的相关值
4. HMI
在人机界面中共设置了四个页面,分别是主页面,参数设定页面、状态显示页面、故障报警页面。便于直观地进行操作及维护。
四、项目运行
系统自2006年8月投入使用,经过连续不间断的运转,一直保持稳定运行;同时由于操作简便,适应性强,深受用户好评。这也是对西门子自动化产品的一种肯定。
五、应用体会
通过本项目的设计、调试,认为有以下几个方面值得重视:
1.变频器本体要用大截面积导线直接连到接地母排,开关电源的M要接地。
2.变频电机的连接电缆须采用屏蔽电缆,并双端接地。
3.由于变频器本身是强干扰源,加之此系统中高频电机的频率须达到580HZ,因此进线端一定要配置进线电抗器;同时通讯电缆须采用西门子PROFIBUS标准电缆。
4.TP170A的通讯电缆最好能单独走线,如不能则需穿铁管,铁管两端要接地。
总之,通过本项目的成功开发与应用,体现了西门子自动化产品的稳定性,易用性,灵活性以及较高的性价比。
