
摘 要:本文主要论述台达变频器、PLC、HMI产品在多功能旋压机控制系统的应用原理, 在该系统中,变频器驱动主轴电机的旋转;PLC以RS-485通讯方式调节主轴(变频器)的转速,PLC模拟量扩展模块用于控制液压缸的压力和流量,编码器获取左侧液压缸以及右侧液压缸的当前位置信号,HMI监控旋压机的运行状态以及警报信息,展示了台达自动化产品的系统集成优势。
关键词:VFD-B变频器 DVP80EH2主机 DVP04PT温度模块 DVP04DA模块 DVP06XA模块 DOP-B HMI
Abstract: This article mainly explains the application theory of Delta’s inverter、PLC、HMI products in Multi-function Spinning Machine. In this system, the inverter is used for realizing the actions of revolution, and the PLC modules adjust the rotate speed by the way of RS-485 communication protocol; The Analog Expansion Modules of PLC control the pressure and flow rate of the fluid cylinder; The current position signals of both sides of fluid cylinder are obtained by the encoder; The HMI can monitor the operation state and the alarm message. Thus, the whole network displays the system integration advantages of Delta’s industrial automation products.
Key words: VFD-B series inverter, DVP80EH2 Host, DVP04PT Temperature Module, DVP04DA Module, DVP06XA Module, DOP-B ,HMI
1 引言
旋压技术,也叫金属旋压成形技术,通过旋转使之受力点由点到线由线到面,同时在某个方向给予一定的压力使金属材料沿着这一方向变形和流动而成型某一形状的技术。这里,金属材料必须具有塑性变形或流动性能,旋压成形不等同塑性变形,它是集塑性变形和流动变形的复杂过程,特别需要指出的是,我们所说的旋压成形技术不是单一的强力旋压和普通旋压,它是两者的结合。
旋压是将平板或空心坯料固定在旋压机的模具上,在坯料随机床主轴转动的同时,用旋轮或赶棒加压于坯料,使之产生局部的塑性变形。在旋轮的进给运动和坯料的旋转运动共同作用下,使局部的塑性变形逐步地扩展到坯料的全部表面,并紧贴于模具,完成零件的旋压加工。
旋压皮带轮与铸铁皮带轮相比的优点是采用旋压工艺制成的(无屑加工),结构轻、省材料,因而转动惯量小,是一种节料、节能的新产品。生产效率高(每分钟加工2~4件),平衡性能好,一般无需平衡处理。由于材料流线不被切断,表面生产冷作硬化,组织密度提高,使轮槽表面的强度和硬度提高,并且尺寸精度高,三角带与轮槽的滑差小,皮带寿命长。
2 工艺控制要求
本文介绍的是多功能旋压机用于生产、加工各种型号的汽车皮带轮,并通过在触摸屏中调整工艺流程、改变设备运行参数加工不同规格的汽车皮带轮。图1是多功能旋压机的控制实景图。

图1 多功能旋压机控制实景图
A 自动模式:
(1)当模式开关拨至『Auto』时,设备切换至自动模式,此时可通过触摸屏配置自动模式参数。
(2)进入自动模式后,通过控制面板上的『启动』按钮启动,每按一次『启动』按钮,设备按照预先设置的步骤执行。
(3)当发生紧急情况需要停车时,按下『停止』按钮,可终止当前所有动作。
(4)设备有三种状态,运行状态、待机状态、故障状态。当设备为运行状态时, 指示灯点亮;当设备为待机状态时,
指示灯点亮;当设备为待机状态时, 指示灯点亮;当设备为故障状态时,
指示灯点亮;当设备为故障状态时, 指示灯点亮。
指示灯点亮。
B手动模式:
当模式开关拨至『Manu』,设备工作于手动模式。此时可通过控制面板的进刀/退刀按钮分别控制主缸、1#缸、2#缸、3#缸、4#缸、顶出缸的进刀/退刀动作。
3控制系统
本系统的硬件配置如表1所示。

表1 系统硬件配置图
3.2 系统框架
多功能旋压机控制系统采用台达人机界面作为主站监控设备,利用人机界面DOP-B07S201的RS232通讯口。PLC主机DVP80EH00R2采用RS232通讯口与HMI设备连接,同时利用RS485通讯口与变频器VFD370B23A相连,PLC通讯写入变频器给定频率、变频器启动停止命令,读取实际输出频率;人机界面设定电机目标转速,读取电机实际转速。PLC主机同时通过4通道模拟量输出模块、温度模块及输入输出混合模块来控制编码器、电子尺和热电偶传感器等外围测量设备。
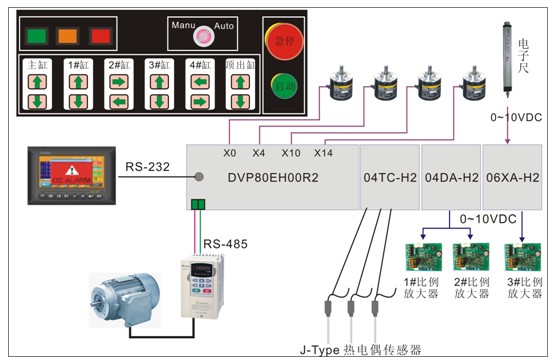
图2 控制系统框架图
3.3 部分产品介绍
(1)LTM-400S5K电子尺

(2)比例放大器PF-AC-220

(3)VFD370B变频器参数设置

4 上位机监控画面
4.1 主监控界面
多功能旋压机主监控界面有手动模式参数设置、自动模式参数设置、自动模式、运行模式、温度显示、报警查看、帮助等功能,用户可以点击相应按钮进入其画面。如图4所示。

图4 主监控界面
4.2 手动模式
手动模式下,主油缸、左侧缸、右侧缸执行进给/后退均分为三段位置。
A:设置进给位置参数时,快进位置、慢进1位置、慢进2位置的设定值应逐渐增大,相应的压力和流量应逐渐增大。如图5所示。

图5 设置进给位置参数的运行画面
B:设置退刀位置参数时,快进位置、慢进1位置、慢进2位置的设定值应逐渐减小,相应的压力和流量应逐渐减小。如图6所示。

图6 设置退刀位置参数的运行画面
注意为防止因设备振动导致油缸误动作,可适当调节终点误差的设定值,确保系统切换平稳进行。
4.3 自动模式
自动模式运行包含1#缸第一次进刀、2#缸第一次进刀、1#缸第二次进刀、1#缸第一次退刀、1#缸第二次退刀、2#缸第一次退刀等步骤。2.1#缸进刀/退刀、2#缸进刀/退刀可由用户根据实际工况自行选择。默认情况下为  ,表示不执行该步骤,如需执行该步骤,只需点击将按钮切换为
,表示不执行该步骤,如需执行该步骤,只需点击将按钮切换为  即可。如图7所示。
即可。如图7所示。

图7 自动运行模式
4.4报警模式
点击警报查看按钮,进入报警模式,如图8所示:此模式可以查看四项内容:
(1)04PT、04DA、06XA的运行状态。
(2)润滑泵、冷却水泵的工作状态。
(3)1#、2#以及3#液压泵的工作状态。
(4)变频器的工作状态。

图8 报警模式
5 应用总结
与传统的旋压机相比,基于台达自动化产品的多功能旋压机具有以下特点:
(1)进刀/退刀分三段进行
此系统的进刀/退刀均分为三段位置,每段位置的目标点可根据加工工件的尺寸任意调整。每段位置的压力和流量可通过触摸屏任意调整。
(2)可靠性高
该系统通过PLC程序实现『提前通知』和『自动补偿』功能。由于采用油压/液压控制,所以设备的运行惯性较大,容易冲过目标位置,这里采用『提前通知』功能,可以有效避免左侧缸和右侧缸过冲的现象;当左侧缸或右侧缸冲过目标位置时,执行『自动补偿』功能,使左侧缸以及右侧缸能够返回其目标位置。
(3)人性化
该系统采用直观的画面实时显示旋压机的运行状态,便于工作人员迅速查看旋压机的状态以及警报信息。并提供『原点校正』功能,当设备硬件发生故障时,可以通过触摸屏实现原点的校正功能,大大节省了设备的维护时间。
6 结语
根据客户设备技术要求,本多功能旋压机控制系统结合台达HMI、PLC、变频器等自动化产品,为客户开发了一套稳定可靠的生产线系统,受到了客户和使用单位的充分认可,再次证明中达电通是客户值得信赖的合作伙伴。运行实践表明,系统性能稳定,安全可靠,性价比高,值得业界同行借鉴和推广。
【参考文献】
[1] 台达全系列可编程序控制器 台达内部资料 2008
[2] 郭宗仁等. 可编程序控制器应用系统设计及通信网络技术. 人民邮电出版社,2002
[3] 变频器在工业中的选择与应用 刘继党等 科技信息 2009年第23期