摘 要:简述了Profibus—DP总线技术和特点,以济钢三炼钢板坯连铸机自动控制过程为例,介绍了由变频器、S7—300、400 PLC和Factroy Link组成的基于Profibus-DP总线的控制系统,并介绍了该系统的特点及该系统中PLC与变频器之间的通讯协议、参数设置和编程过程。
关键词:现场总线;板坯连铸机;Profibus—DP;变频器
Application of Profibus-DP in the Slab Caster Automation Control System
Abstract:The technology and features of Profibus-DP are described briefly.Th e slab caster automation control process of No.3 steel—making plant is for an example to introduce the Profibus—DR which is based on controlsystem with the frequency converterS7—300 、400PLC and factory link.And the communication principle。parametersetting and programming are discussed.
Key words:Fieldbus;Slab caster;Profibus-DP;Inverte
1 引言
Profibus的应用领域包括加工制造、过程和建筑自动化,如今已成为国际化的开放式现场总线标准,即EN50170欧洲标准和IEC61 158国际标准的一部分。并且,在2001年12月成为我国的现场总线标准。Profibus由Profibus—FMS(Fieldbus Message Specification),Profibus—PA(Process Automation)和Profibus—DP(DistributivePeriphera1)3部分组成。
其中,Profibus—DP具有高速传输、价格低廉等特点,实现起来比较简单,主要用于分散设备间的数据高速传输。该总线物理层采用RS485传输方式,传输速率为9.6kbps 12Mbps。一般用于自动化控制系统和现场设备级间的开关量的通信。因而可满足全数字交直流调速系统对于快速的时间响应要求。目前80%以上的Profibus应用是基于Profibus—DP。
基于Profibus—DP现场总线的控制系统与以前的集散型控制系统DCS相比,具有很多优越性:
(1)采用双绞线、光缆或无线电方式传送数字信号,从而大量削减现场仪表与控制室之间一对一连接的导线,节省安装费用,提高可靠性和抗干扰能力,增强控制精度,信息传输速率可达1 12Mb/s,传输距离可达数公里。
(2)由于采用了统一的国际标准,不同厂家的产品在硬件、软件、通信、连接方式等方面互相兼容,使系统具有开放性,这对用户的操作、维修、扩展都是十分有利的。
(3)由于现场设备本身可完成自动控制的基本功能,导致现场总线已构成一种新的全分布式控制系统的体系结构。从根本上改变了现有DCS集中与分散相结合的集散控制系统体系,简化了系统结构,提高了可靠性。
许多控制功能从控制室移至现场仪表,大量过程检测与控制的信息就地采集和处理,在新的技术基础上实施就地控制,使过程控制基本分散到现场,而控制室内的仪表装置主要完成数据处理、监督控制、优化控制、协调控制和管理自动化功能。
(4)开放式系统,系统分层分级集成,设计灵活,网络可采用多种拓扑结构。
2 Profibus—DP在济钢三炼钢板坯连铸机中的应用
济钢三炼钢板坯连铸机工程是济钢“十五”发展的重点项目,板坯连铸机电气基础自动化控制系统是保证连铸机正常生产的关键系统,相对其它系统而言,对于系统硬件的可靠性、稳定性要求更高。其基础自动化控制系统配置,采用德国SIEMENS公司的S7系列产品组成仪控合一的基础自动化控制级,用于主PLC与从PLC之间的相互通讯,使之现场设备可正常运行。PROFIBUS总线在板坯连铸机系统中应用广泛,在设备运行过程中显示出了它强大的稳定性能和可靠性。作为Profibus—DP网的典型配置如图1所示。
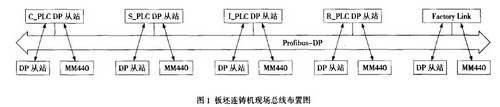
PLC(SIMATIC S7—300或S7—400系列)作为一级DP主站,主要包括C—PLC(公共PLC)、S_PLC(铸流PLC)、I_PLC(仪表PLC)、R-PLC(输出PLC)这4台PLC作为一级主站,负责在预定的信息周期内循环与从站交换信息,发送控制信息,读取从站的状态等。组态软件Factroy Link作为二级DP主站,系统操 与监视等。MM440变频器加上cB通 讯板(Profibus通讯模块)后作为从站,可带这样的从站32个,如果加上中继器,最多可达127个从站。MM 440是MICROMASTER 4系列变频器中的顶尖机型,而且有更加精确的控制性能,即含有MM 420所具有的安装简便和用户友好的优势,还具有快速的输入响应,优化的矢量控制特点。另外由于内置制动单元,使变频器在制动和减速方面,具有优良的功能品质。
3 Profibus—DP数据通讯
在变频器现场总线控制系统中,Profibus—DP的通讯协议的信息帧分为协议头、用户数据和协议尾,用户数据结构被指定为参数过程数据对象(PPO),有的用户数据带有一参数区域和一过程数据区域,而有的用户数据仅由过程数据组成。变频传动概要定义了五种PPO类型,如图2所示。
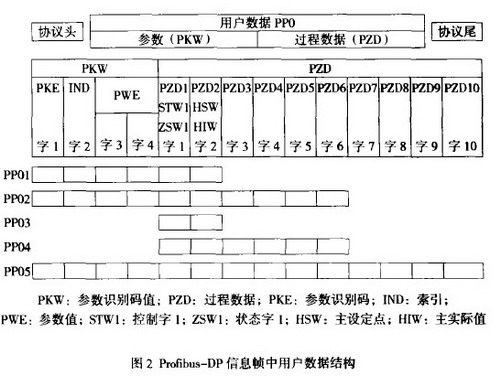
MICROMASTER4仅支持PPO型1和型3。参数值PKW是变频器运行要定义的一些功能码,如最大频率、基本频率、加/减速时间等。过程数据PZD用来传输控制字和设定值(主-变频器)或状态字和实际值(变频器-主)等输入/输出的数据值。
MICROMASTER 4系列变频器与SIMATIC S7—300通讯,必须完成下列变频器功能码的设置:P918(Profibus地址)设定值可以是1一125,P1000(频率设定值的选择)=6(CB通讯板),P2041.00(CB参数)=3(PP03),P2040(CB停止报文时间)>0,P0927(修改参数的途径)=1(COMMS模板),P700(选择命令源):6(Profibus/Fieldbus通讯链路的现场总线)。
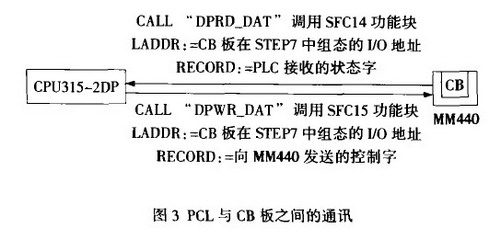
采用SIMATIC S7—300系列的CPU315—2DP作为DP主站,CPU3 15—2DP系统本身具有Profibus—DP接口,无需另外的通讯接口单元。在编程软件STEP7中完成硬件网络组态,为变频器分配网络地址,该地址必须与变频器CB板中设置的相同,在组织块OB中选用SFC14“DPRD—DAT”、SFC15 “DPWR— DAT” 系统功能块向变频器的CB模块接收/发送过程数据,如图3所示。要注意的是MICROMASTER 4系列变频器与以前的MICROMASTER 3系列变频器的控制字是不同的。
工业组态软件Factroy Link提供各种PLC的驱动程序,本文实例要建一个Profibus—DP的二级主站,所以选择支持s7协议的通讯驱动程序SIMATIC s7 ProtocolSuite,在其中的“PROFIBUS”下连接一台s7—300,设置参数必须与PLC中的设置相同。通过以上步骤,即完成了对整个变频器控制系统Profibus—DP网的组态与通讯。
4 结束语
现场总线技术(FCS)作为新一代控制系统是分散控制型控制系统的继承、延伸和进一步发展,更适合于工厂综合自动化的要求。采用Profibus—DP现场总线的变频器控制系统,可增强整个系统的可靠性,而且可根据工艺需要进行灵活的功能修改,从而在长期意义上大大的节约了成本。
参考文献
[1]可编程控制器网络通信及应用.清华大学出版社,2000.2 PROFIBUS技术手册.PNO,1997.
