摘 要:为实现大型空分制氧装置的全过程自动控制,达到节能降耗的目的,津西钢铁集团制氧厂为炼钢转炉配套的15000m3/h空分制氧系统采用DCS实现了空气纯化系统控制、离心式压缩机防喘振优化控制、精馏控制等。现场实际应用表明不仅降低了操作工人的劳动强度,也改善了产品质量及单位能耗指标。
关键词:空分制氧装置;精馏控制;空气纯化控制;防喘振优化控制;分布式控制系统
Application of DCS in large-scale oxygen—making device
ZHANG Jun
(Engineering Department,Beijing Consen Automation Control Co Ltd,Beijing 100012,China)
Abstract:To achieve automatic control of full process in large-scale oxygen-making device,energy-savingand consumption decreasing,DCS was adopted in 1 5 000 m /h oxygen-making system used forsteelmaking converter of Oxygen-Making Plant in Jinxi Iron and Steel Group.Control of air purificationsystem,anti-surge optimized control of centrifugal compressor and control of rectification were realized.Practical application in field shows that labour intensity of operators was reduced,and product qualityand energy consumption index per unit were improved.
Key words:oxygen-making device;rectification control;air purification control;anti-surge optimizedcontrol;DCS
目前,冶金、机械、化工等各行业生产规模不断扩大,氧、氮、氩等相关气体产品的生产需求也不断增大,随着深冷技术的进步和国外先进技术的引进,大型空分制氧装置在各领域得到了广泛的应用和发展。津西钢铁集团新上的大型空分制氧装置采用四川空分厂生产的KDONAr-15500/15000/560型空气分离设备,于2005年10月投入运行,作者参与完成了自控部分项目的成套实施,全过程历经2个月竣工,至今运行良好。
1 系统组成
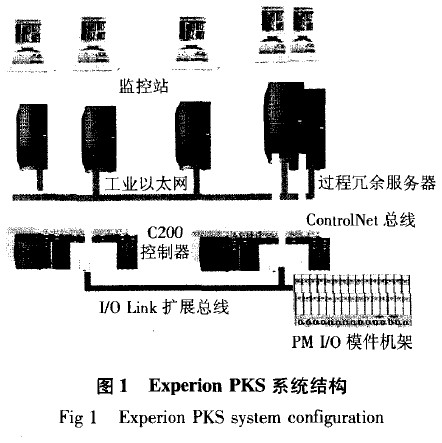
津西钢铁集团制氧项目包括机组部分、预冷系统、纯化系统、精馏系统、氧压机、氮压机和水系统,采用DCS进行监控,数字量、模拟量信号共计600多点,调节回路60余个。这套装置采用了美国Honeywell公司的Experion PKS控制系统,系统构成如图1所示。其中上位监控站共五台,采用冗余服务器结构,保证后台实时数据的管理和交换,服务器通过ControlNet工业总线与DCS相连,监控站通过工业以太网访问冗余服务器数据。DCS采用两个相互冗余的C200控制器,并且各自安装在相互独立的机架上,具有较高的容错性。冗余模件RM卡件自动同步,保证两个DCS控制器的数据同步,当一台控制器故障时,另一台控制器能够无缝接管控制任务。系统还配置了故障时进行无间隔自动切换的冗余电源系统,保证了控制系统的可靠供电。本项目中数据采集模件的所有信号输入/输出板卡均为智能型PM I/O过程处理模件,数据采集与输出处理均在前端FTA集成端子板完成,FTA集成端子板还具有丰富的在线诊断报警功能。
2 主要控制功能
2.1 空气纯化系统控制
空气纯化系统通过两个分子筛交替工作,分别完成对压缩空气中CO2,C2H2的吸附与吸附剂解吸处理流程,保证为精馏、换热系统提供沽静、干燥的空气,切换时间由吸附剂吸附能力而定。分子筛的时序控制是解吸过程工艺顺序控制的核心,解吸过程包括隔离、卸压、热吹、冷吹、隔离、充压、并联、切换等,各工艺段通过执行时问及工作条件触发下道工序,依次循环执行。
顺序控制流程处理功能包括:初始化、启动、暂停、跳步(可选),无论是停机还是暂停,各阀门都应该保持原有状态。系统自动记录暂停时间,为操作员恢复系统提供依据,同时还具有在线动态时间可更改功能。手/自动切换功能是在调试和紧急情况下使用,当投人手动状态时,需要屏蔽顺序控制,使控制输出保持当前状态,以便切换回自动时可以恢复到原来的自动输出状态,避免手/自动切换时阀门的误动作。
根据津西制氧厂现场投运的实际情况,还应注意以下几点。
(1)减少电加热炉损耗。制氧装置的分子筛纯化流程中,污氮吹扫温度通过三台电加热炉控制系统进行加热控制,虽然加热效率较高,但电加热炉能耗高且易损坏。为了较好地减少设备能耗,结合电加热炉和分子筛特点在程序里加入了智能判别程序,智能判别分子筛内吸附剂在吸附和解吸过程中的放热、吸热反应,根据放热反应数据,提前结束加热过程,这样既减少了温度过调造成的浪费,又保证了工况温度的稳定。另外电加热炉属易损设备,它在加热时如果干烧会很快烧坏,因此在程序里增加了保护联锁,当流量低于设定值或温度高于设定值时执行保护,停止加热。实际应用过程中因流量采集点不在电加热炉出口回路,因此为保证此设备的安全运行,又增加了温升变化率过快联锁,有效避免了干烧导致电加热炉的损坏。
(2)顺控程序的正确切换。在两个分子筛工作时,顺控程序进行到充压、卸压流程时,控制切换应在等压延时后进行,信号的真实可靠性应由程序予以判断,即如果阀位反馈状态正确和读取的相关信号符合设定,则延时3 S后再进行两个分子筛之间的切换,避免分子筛上下气流差异引起吸附剂振动破碎而造成重大损失。
(3)管路切换平稳过渡。因热吹、冷吹需用工艺污氮吹扫,因此冷、热吹管路切换时为避免对工艺产生冲击,需平稳过渡,这里采用限幅控制及PID控制相结合的控制方法,即预关阀限幅慢关,使切换对工艺管路冲击减小;通过预开阀折线慢开来消除预关阀的关阀扰动,如果干扰过大,可自动减慢关阀速度,控制开阀切人自动调节回路控制,待稳定后自动投入正常操作状态。
(4)保证顺控程序正常进行。纯化控制是典型顺序控制,知识库报警系统的建立大大提高了设备的运行可靠性,降低了仪控人员排查问题的难度及时问。它提供异常报警,并根据不同工艺阶段提示实际工艺执行情况,例如当顺序控制在某一步不能执行下一步时,报警库会结合上、下步骤的工艺和逻辑关系提示此步状态,并提示原因,保证维护人员快速及时处理故障,减少生产损失。
(5)设置空气纯度分析和检测。纯化出口有空气纯度分析检测点,通过其纯度值判断吸附和解吸效率,尤其在新装置运行过程中,分子筛再生200次左右后其吸附容量会下降近30% ,这时通过分析检测点含量,进行报警处理,及时提示操作员调整或自动调整工艺时间参数。在分子筛长期运行过程中,也可以通过对纯度变化率的分析得出分子筛吸附容量变化趋势,为以后分子筛重新活化做好前期生产准备工作。
2.2 离心式压缩机组控制
喘振是离心式压缩机的固有特性,压缩机在工作过程中,当入口气体流量小于机组该工况下的防喘振流量限值时,管网气体会逆流至压缩机,当压缩机的出口压力大于管网压力时,压缩机又开始排出气体,气流会在系统中产生周期性的冲击振荡,具体表现为机组连同管网一起会作周期性大幅度的振动,极具破坏力。当即将发生喘振时,需采取措施降低出口压力或增大入口流量,防止压缩机进入喘振状态运行。当下游工艺设备空气流量减少或压缩机本身出现喘振时,可由放空阀分流放空来减小喘振程度。
津西钢铁集团制氧项目的空分装置工作用风压力为0.55 MPa,流量8 000 m3/h,排气温度为90 qC。为了最大限度地减轻喘振对生产的影响,我们在防喘控制上运用先进控制算法,形成针对喘振的优化保护体系,根据流体的物理特性,动态判断处理工况点的位置变化。另外,为保证下游设备安全运行,设备间还通过联锁程序进行保护。防喘振控制方案具体实施如下。
(1)喘振线随环境温度动态补偿。机组的工作特性曲线随着环境温度的变化而改变,造成喘振实际工况的变化。机组在运行过程中,温度变化会影响空气的体积质量,直接对实际压缩流体的工况产生影响,因此在进行喘振控制时,需根据流体温度变化进行动态随机补偿,喘振线动态上下平移,从而真实体现了流体在压缩机腔体内的压缩特性,这样既对风机进行了精确保护,又充分利用了风机的实际做功潜能。
(2)快开慢关自适应控制。大型空压机组即将发生喘振时,防喘振控制系统能快速响应,以防止喘振的发生。当完成保护后恢复过慢会影响生产,过快会使系统产生新的喘振冲击,对此我们根据当前出口压比变化率划分了工况区段等级,再通过3维函数运算处理得出适宜的慢关参数,从而快速恢复机组正常运行,既实现了有效的机组保护,又最大限度地减小了对生产的影响,确保机组平稳、高效运行。
(3)防止积分饱和。正常生产情况下,在关闭防喘振阀门后,压缩机出口压力的实际测量值与设定值之间存在偏差,造成PID调节过程中不断进行积分运算,发生积分饱和现象,直接降低防喘振压力的控制精度。我们利用抗积分饱和功能克服了这一弊端,在PID控制器采用了积分限值隔离法消除积分饱和,当随机偏差值大于预设阈值时,取消积分作用,当偏差返回控制阈值时再激活积分作用,这样既避免了积分饱和,又不会消弱对超调的调节作用。
(4)在满负荷工况下(喘振控制线附近)送风的先进控制策略。实际生产过程中,工艺上往往希望满负荷生产,充分利用设备潜力,因此控制软件在喘振线右侧建立防喘振控制线。当机组运行在防喘振控制线右侧时,控制系统控制输出使防喘振阀完全关闭;当机组操作点即将到达喘振控制线时,通过智能识别系统准确识别喘振工况,控制工况点保持在防喘振线处,使机组在既满负荷又安全的状态下运行。
2.3 精馏控制
精馏是生产的核心,也是耗能最大的单元,节能技术及变工况、变负荷控制的合理应用成为精馏控制的重点。精馏控制根据全过程物料平衡方程得出各组分动态理论产量,再经过实际精馏参数补偿器补偿,得出控制目标设定值,从而确定生产工况点各控制回路的耦合参数和控制目标,进行动态跟踪运算、处理、调节,以实现生产目标。由于精馏流程 中各个调节回路相互关联耦合、扰动因素较多,且控制对象为典型的大滞后对象,造成操作控制上的顾此失彼,使得变负荷自动调节的应用难以实现,为此在控制中首先建立控制过程模型(包括操作点增量计算模块和各工艺段数学模型运算模块),将目标产量作为模块输入,然后再根据各操作点位置计算所需调节的增量,当目标产量变更过大时,会自动分步进行,将增量送入缓冲寄存模块,进行时滞处理后,输出给控制器模块进行最终的操作输出。由于全自动控制关系到多个调节回路的调节和执行,因此我们采用完善的变工况控制以便最大限度地利用压缩空气并减小能耗。变工况控制是针对生产供应情况变化而设置的,但因大型空分装置针对性较强,冷量调节幅度大,会使制氧装置的工况异常波动,对其稳定运行影响很大,因此控制中采用多调、细调、缓冲过渡等策略以避免波动,从而达到控制目的。实际中精馏塔的精馏过程相互关联,控制过程中应做好以下3点,以提高产量降低单位能耗。
(1)稳定冷凝器液氧液位。为维持上下塔的各级塔板冷量平衡、稳定,保证纯度,应合理调节制冷膨胀量和液空、液氧调节阀开度,合理设定PID回路调节参数,设定微量的调节死区,使液氧液位在控制扰动下保持稳定。
(2)保证液空和液氧纯度。为保证液空和液氮纯度,调节适宜的回流比至关重要。当工艺发出提高液氧纯度信号时,程序将缓慢叠加液氮调节阀设定值,减小回流比,在液氮纯度降低的同时,液氧纯度将会增加。根据液氮纯度及温度变化计算调节器设定量的自动递增幅度及速度,确保系统在不造成系统物料和能量平衡破坏的前提下,以最快速度进行调节变换。这里不采用下塔液氮回流阀调节,回流阀在正常情况下应全开,保证装置高效运行。
(3)提高平均氮纯度,保证上塔精馏工况。平均氮的纯度主要是由下塔供给的液氮来保证,在控制中,通过对液氮纯度实时跟踪,并对其变化速率进行自动分析,判别上下塔实际工况,以便及时准确地调节相关回路,稳定工艺参数,确保精馏稳态运行。
3 结束语
津西15000 m3/h制氧项目已完成投运,其中空气压缩机、氧气压缩机、氮气压缩机、冷水机组、预冷控制系统、空气纯化系统等自动化投运率都已达到100% ,目前装置运行平稳、正常,表1为生产月度统计报表。空分制氧技术的多耦合、大滞后给自动控制造成了很大难度,如何进一步改善精馏控制系统稳定性,提高产品提取率,降低单位产品的消耗,将是国内空分自控行业需要进一步解决的课题。

参考文献:
[1]曹立革,杨学峰,康多祥,等.AV80—14型轴流式高炉鼓风机的DCS控制[J].冶金自动化,2002,26(1):29—32.
CAO Li—ge,YANG Xue—feng,KANG Duo—xiang,et a1.AV80—14 axial blower DCS for blast furnace[J].MetallurgicalIndustry Automation,2002,26(1):29—32.
